
До спеціальних сортів хлібобулочних виробів належать бараночні та сухарні вироби, пряники, хлібні палички, соломка тощо. Трудомісткість виробництва цих виробів, як правило, у 3…5 разів вища порівняно з виробництвом масових сортів хліба. Це пов’язано зі складнішою технологічною схемою виробництва та недостатнім рівнем його механізації. Основна відмінність у складі та компонуванні потокових ліній виробництва спеціальних сортів полягає у підборі формувального обладнання, а також машин та апаратів для виконання спеціальних технологічних операцій (натирання тіста, ошпарювання — обварювання заготовок бараночних виробів, витримки та різання сухарних плит тощо).
Обладнання для виробництва
Машини для приготування та натирання тіста. Агрегат для безперервного приготування та натирання бараночного тіста (рис. 3.36) складається з двох груп машин: для приготування опари та для замісу й натирання тіста. До першої групи входять тістомісильна машина 2 безперервної дії з дозатором для борошна 1 та автоматичною дозувальною станцією 6, п’ятисекційний бункер для бродіння опари 5 та шнековий дозатор для опари 7; до другої групи — тістомісильна машина 4 з аналогічними дозаторами для борошна, води та розчинів і шнековий прес 8, що служить для ущільнення та підвищення пластичності тіста під тиском,
За винятком шнекового преса, всі машини, механізми та апарати агрегату розташовані на загальному металевому майданчику.
Всі механізми та машини для приготування опари приводяться в рух із загального пульта управління 3 типовим командним приладом КЕП. На валу місильної машини 2 по гвинтовій лінії розташовані вісім місильних лопатей, кут повороту яких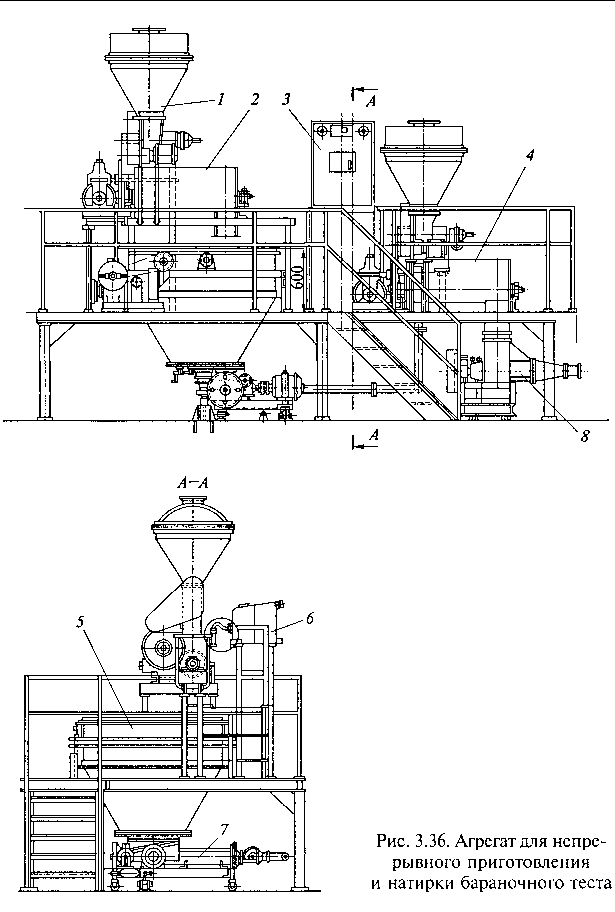
Рис.3.36. Агрегат для безперервного приготування та натирання бараночного тіста.
можна змінювати затяжними гайками. Вал від електродвигуна приводиться в рух через черв’ячний редуктор і пару циліндричних шестерень.
Для регулювання подачі опари на заміс тіста в приводі шнекового дозатора 1 опари передбачено варіатор швидкості, що дозволяє змінювати частоту обертання шнека в межах 60 хв-1. Крім цього, подачу опари можна регулювати дроселем, встановленим на вихідному патрубку дозатора.
Шнек дозатора приводиться в дію від електродвигуна через безступінчастий клинопасовий варіатор, черв’ячний редуктор і пару циліндричних шестерень.
Бункер для бродіння опари має п’ять секцій і обертається навколо опорної колони, на якій жорстко закріплено нерухоме днище, розташоване під дном бункера. Останнє має кругові вирізи, що відповідають за розмірами отвору в нерухомому днищі, до якого приварено випускний патрубок. До цього патрубка приєднується шнековий дозатор опари.
Бункер приводиться в рух від електродвигуна через клинопасову передачу та черв’ячний редуктор. Ланцюговою та конічною передачею рух передається валу, на кінці якого закріплено зірочку, пов’язану з ланцюгом, привареним до кругового фланця бункера.
Основними механізмами та машинами для замісу й натирання тіста є тістомісильна машина 4, шнековий прес і натирочна машина.
Для кращого замісу крутого бараночного тіста на внутрішній поверхні корита тістомісильної машини 4 передбачено два нерухомі пальці, а місильна ємність двома знімними перегородками розділена по довжині на три відсіки. У випускному патрубку передбачено шибер.
Шнековий прес складається з литого сталевого корпусу, в якому обертається шнек діаметром 200 мм зі змінним кроком, що нагнітає тісто в камеру стиснення. Вихідний переріз камери стиснення 220 х 50 мм. До фланця преса кріпиться прямокутний патрубок — матриця, яка формує тісто у вигляді стрічки.
Шнек преса приводиться в рух від електродвигуна через безступінчастий клинопасовий варіатор швидкості, черв’ячний редуктор, пару циліндричних шестерень і ланцюгову передачу. Варіатор швидкості дає можливість регулювати частоту обертання шнека в межах 3..12 хв-1
При порційному приготуванні бараночного тіста використовується натирочна машина (рис. 3.37), яка складається з чавунної станини 6, стрічкового транспортера 5, двох розкатувальних валків: верхнього ребристого 3 і нижнього гладкого 2. Відстань між валками регулюється штурвалом 4, двома парами конічних шестерень і гвинтів, з’єднаних з рухомими підшипниками рифленого валка. Мінімальний зазор між валками становить 35 мм. Ширина стрічки транспортера 600 мм.
Натирочна машина приводиться в рух від електродвигуна 1 через черв’ячний редуктор і ланцюгові передачі до нижнього розкатувального валка і від нього через пару шестерень і ролико-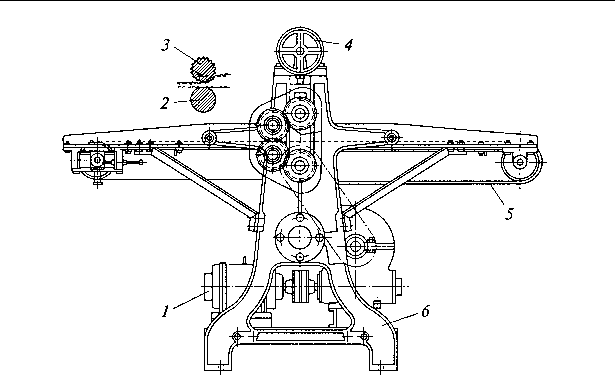
Рис.3.37. Натирочна машина
ву ланцюг до ведучого барабана транспортера. Верхньому валку обертання передається через дві пари циліндричних шестерень, розташованих біля другої бічної станини. Транспортер за допомогою реверсивного магнітного пускача, що перемикає електродвигун, здійснює прямий і зворотний хід. Для дотримання безпечних умов роботи з обох боків ребристого валка передбачено решітку, зблоковану з електродвигуном.
Шматок тіста масою до 10 кг укладається на стрічку транспортера і провалюється під ребристим валком кілька разів. При кожному пропуску пласт тіста вручну складається вдвічі.
Модернізована натирочна машина має автоматичне перемикання руху транспортера за допомогою реверсивного магнітного пускача, що перемикає електродвигун на прямий і зворотний хід. Цей процес повторюється стільки разів, скільки необхідно для натирання тіста.
Після натирання тісто повинно відлежатися протягом 20… 30 хв. На механізованих підприємствах для відлежування тіста застосовуються люльково-конвеєрні шафи остаточного розстоювання або шафи зі стрічковими транспортерами та кондиціонуванням повітря всередині шаф.
На підприємствах невеликої потужності та в окремих цехах відлежування бараночного тіста проводиться на стаціонарних або пересувних столах. Столи виготовляються з круглими поворотними кришками діаметром 1,5…2 м і встановлюються поблизу натирочної машини.
Машини для поділу та формування тістових заготовок бараночних виробів (рис. 3.38). Ці машини складаються з наступних основних вузлів: механізму нагнітання тіста А, формувальної головки Б, стрічкового транспортера В, станини Г, приводного механізму Д та вузла електроблокування, що забезпечує безпеку обслуговування автомата (на малюнку не вказано).
Механізм нагнітання тіста А складається з поршневої коробки з приймальною воронкою 1 для тіста, двох нагнітальних валків 27 і чотирьох циліндричних поршнів 26. Нагнітальні валки приводяться від храпового механізму та пари циліндричних шестерень. Циліндричні поршні 26 попарно пов’язані між собою поперечними осями 25, з’єднані з кулачком 17 через двопле-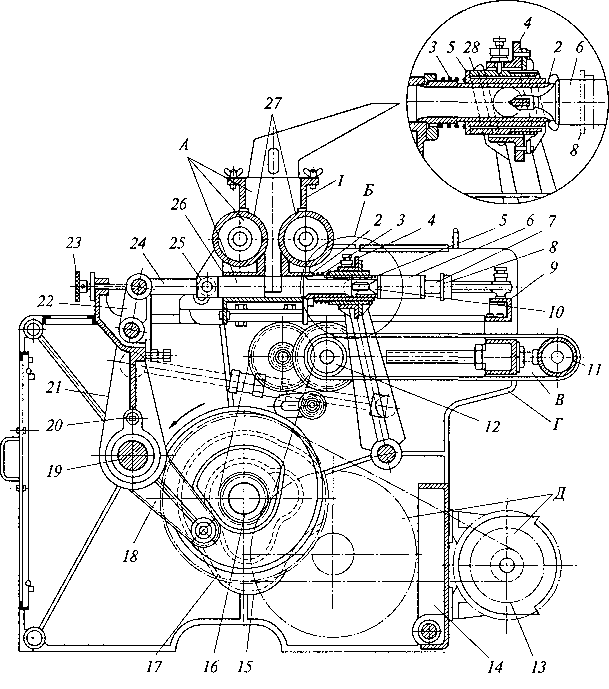
Рис. 3.38. Машина для поділу та формування тістових заготовок бараночних виробів
чі важелі 18, 27, спеціальний важіль 22 і дві тяги 24. Двоплечі важелі 18, 27 складаються з двох деталей, що сидять на валу 19 і з’єднані пальцем 20 з переточкою. При виникненні великих зусиль у поршневій коробці палець 20 буде зрізатися на переточці, запобігаючи поломці автомата.
Для зміни маси тістових заготовок залежно від найменування баранок у двоплечих важелів 18, 21 передбачено регулювальний гвинт з маховичком 23. За допомогою гвинта можна змінити робочий хід поршнів 26, а отже, і кількість тіста, що подається поршнями.
Формувальні гільзи 2 змонтовані в спеціальній плиті в гніздах поршневої коробки і є продовженням поршневих каналів. На вихідному кінці гільзи 2 за допомогою розсікача 10 змонтовано скалку 6. Циліндричні ножі 5 надіті на формувальні гільзи 2, на яких знаходяться і циліндричні пружини 3. На траверсі, яка може ковзати вздовж двох циліндричних напрямних 7, закріплені розкатувальні втулки 4. Скидачі 8 кріпляться в підшипниках, змонтованих
Формувальна головка Б складається з чотирьох комплектів формуючих гільз 2, скалок 6 з плавно вигнутим профілем наконечника, циліндричних ножів 5, розкатувальних втулок 4, змінних розкатувальних стаканів 28, скидачів 8 і циліндричних пружин 3.
Стрічковий транспортер В складається з приводного 12 і натяжного 11 барабанів і тканинної транспортерної стрічки. Транспортер приводиться в рух від головного вала 16 через ланцюгову і шестерінчасту передачу.
Станина машини Г являє собою дві чавунні рами, пов’язані між собою розпірками, корпусом поршневої коробки та кронштейном 9 стрічкового транспортера.
Приводний механізм Д складається з електродвигуна 16, ремінної передачі, двох пар циліндричних шестерень, двох кулачків 72 і 14, двох важільних систем і головного вала 13. Електродвигун змонтований на рухомій плиті 15, шарнірно закріпленій до рам станини. Натяг приводного ременя досягається завдяки дії сили тяжіння плити та електродвигуна і зусиллю пружини.
Вузол електроблокування передбачає вимкнення електродвигуна при знятті переднього та заднього кожухів, з’єднаних системою важелів з кінцевим вимикачем, вбудованим в електроланцюг управління магнітним пускачем.
Приготоване за рецептурою бараночне тісто пласкими шматками завантажується в приймальну лійку 7, захоплюється валками 27, що обертаються назустріч один одному, і нагнітається в тістову камеру, звідки поршнями 26 подається в поршневі канали.
Під тиском поршнів тісто (див. рис. 3.38, вид Б) випресовується через кільцеві щілини між гільзами 2 і скалками 6, згортається в спіралеподібні кільця, відрізається циліндричними ножами 5, розкачується втулками 4 і виштовхується з втулок скидачами 8.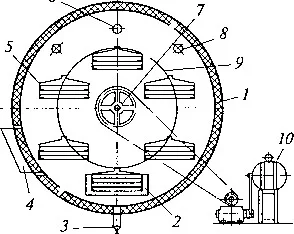
Рис.3.39. Машина для ошпарювання.
Для вироблення баранок різних сортів автомат забезпечений змінними робочими органами: трьома комплектами розкочувальних стаканів і скидачів
і двома комплектами скалок. Комбінуючи діаметр скалок і стаканів, можна виробляти баранкові вироби, різні за розміром і кількістю штук в 1 кг.
Машина для ошпарювання заготовок. Після розстійки тістові заготовки перед випіканням обварюються в киплячій воді протягом 0,5…2 хв або ошпарюються парою протягом 60…90 с.
Машина для ошпарювання (рис. 3.39) складається із закритого циліндричної форми металевого барабана 1 з ізоляцією та зовнішнім кожухом, вала 7 з двома кільцями 9, між якими підвішено шість двоярусних люльок 5 розмірами 1920 х 350 мм.
У верхню частину барабана по трубах 8 подається пара від котельні підприємства. Для спостереження за температурою всередині барабана встановлений кутовий термометр 6. У дні барабана передбачено кран 3 для спуску конденсату, що утворюється всередині барабана. Збоку в нижній частині барабана передбачено люк 4 для монтажу та ремонту люльок, а в нижній частині торцевої стіни розташовані дверцята 2 для завантаження та вивантаження решіток з тістовими заготовками.
Насичена пара тиском 50…80 кПа подається у верхню зону барабана, де створюється паровий мішок. Тривалість ошпарювання тістових заготовок становить 70…75 с.
Привод машини здійснюється від електродвигуна 10 через клинопасову передачу, шестерний редуктор і ланцюгову передачу до вала машини.
Останні коментарі