 Машина для укладки печенья.
Машина для укладки печенья.
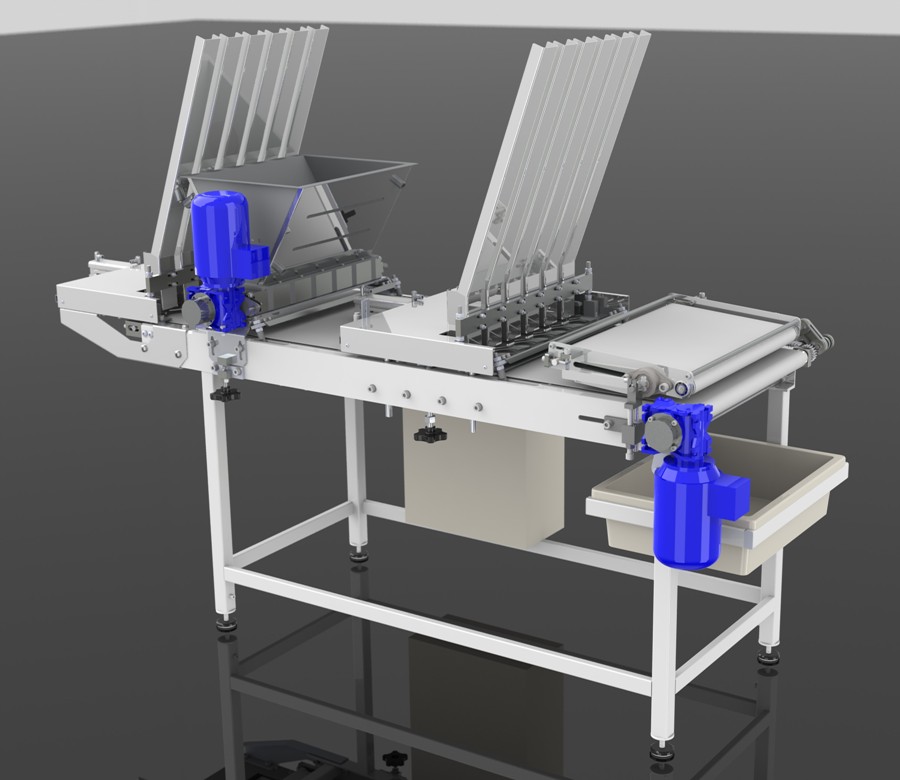
Функция машины для укладки печенья заключается в сборе печенья с охлаждающего конвейера, выравнивании в соответствии с расположением в полосе и укладке его на кромку или с перекрытием для упрощения дальнейшей работы. Работа укладочной машины может быть улучшена, если расстояние между рядами подогнано специально под нее. Для этого может использоваться конвейер для подачи в укладочную машину с отдельным приводом. Перед укладочной машиной иногда полезно иметь устройство для уменьшения количества полос (см. ниже), что позволяет уменьшить количество полос сложенного печенья для дальнейшей работы.
Непосредственно перед укладыванием печенья оно обычно снимается на горизонтальный конвейер по доске с ребрами для отклонения печенья. Задача этого устройства (стеккера) — уточнить ориентацию и выравнивание (особенно прямоугольного печенья). Выравнивание круглого печенья не представляет проблемы, но овальное и не совсем квадратное печенье может создавать большие проблемы при последующей обработке, если оно не уложено единообразно. Укладка может быть выполнена разными способами, но основные — это храповиковая укладка, «монетная» укладка и укладка «броском» .
Вибрационные конвейеры стали популярным и полезным средством укладки и подачи печенья в механизмы подачи упаковочных машин. Эти конвейеры в форме желоба (U-образные) с одной полосой имеют плавный наклон, и печенье, поступающее на них, транспортируется и укладывается (собирается в стопки). Их дополнительное преимущество заключается в том, что они могут являться промежуточным накопителем, поскольку сложенное печенье занимает гораздо меньше места, чем транспортируемое в плоском положении. Если упаковочная машина останавливается на короткое время, печенье может накапливаться, и при этом никакого удаления печенья вручную не требуется.
 Упаковочный стол
Упаковочный стол
Укладочная машина обычно укладывает печенье непосредственно на упаковочный стол. Высота этого конвейера должна соответствовать росту операторов, сидящих или стоящих рядом с ним и переносящих печенье в упаковочную машину, отдельные пакеты, банки или лотки. Направляющие стальные полоски обычно установлены на соответствующем расстоянии поперек упаковочного стола для сбора полос от укладчика и поддержания их порядка вдоль упаковочного стола.
Если подача в упаковочные машины, машины для прослаивания начинкой и т. д. происходит автоматически, упаковочный стол также служит накопителем на случай перерывов в работе технологической установки по производству печенья или упаковочных машин. Возвращаемое в оборот печенье также может быть введено в систему на упаковочном столе. Возвращаемое печенье может поступать из открытых дефектных или «недовешенных» пачек, а также из сложенных на поддоны изделий, изготовленных ранее, когда упаковочная машина была остановлена и т. п.
Печенье, которое по какой-то причине не было упаковано или не сложено на поддоны, будет падать в конце упаковочного стола и должно собираться в соответствующую тару. При эффективной работе достигать конца упаковочного стола должен только непригодный для упаковки продукт.
 Организация полос
Организация полос
Может оказаться целесообразным изменить количество полос печенья, поступающих после резальной машины, так, чтобы оно соответствовало устройствам подачи упаковочных машин, количеству работающих операторов или для смешивания печенья из разных рядов для получения более постоянной массы упаковок печенья. В настоящее время уже сконструировано много устройств для уменьшения и увеличения количества полос и их распределения. В основном они представляют собой просто дефлекторы, толкающие печенье в стороны, не останавливая их движения вперед. Для компенсации отклонения полос в результате отклонений в движении ленты были внедрены электрические сенсоры, следящие устройства и т. д. Используя относительно недорогие микроэлектронные устройства, имеется возможность реализовывать:
*программирование упаковочных машин;
*устройства подачи для сбора печенья поперек полос для выравнивания массы и
*регулирование устройств уменьшения количества полос в соответствии с требованиями групп упаковочных машин, работающих параллельно (с возможностью останова любой из машин);
*организация логической последовательности останова установки;
*отклонение изделий при возникновении задержки в зоне упаковки.
Могут быть предусмотрены также аварийные сигналы для вызова персонала при достижении предела возможностей автоматических средств. С помощью указанных средств трудозатраты в упаковочной зоне могут быть существенно уменьшены, что значительно повышает эффективность установки.
Контроль технологического процесса
Если форма печенья постоянна, работа с МКИ и охлаждение выполняются во всех отношениях более эффективно. Как мы видели ранее, это достигается постоянным контролем всего технологического процесса. С ростом автоматизации транспортировки и устройств подачи упаковочных машин отклонения размеров изделий становятся все меньшими. Для отбраковки некондиционных изделий и своевременного обнаружения нестандартных размеров, а также для принятия корректирующих мер требуется тщательный контроль на выходе из печи.
Укладка в поддоны и возврат продукта становятся непропорционально трудоемкими. Экономические вопросы полного исключения этих процедур мы рассмотрим ниже.
Значительный вклад в эффективность работы оборудования для транспортировки МКИ может внести применение базовых форм изделий. Например, управлять движением круглого печенья очень просто, но отклоняющееся от заданной формы, несколько овальное или намеренно сделанное овальным печенье создает проблемы при укладке; маловероятно, что такое печенье будет лежать одинаково. Те же проблемы возникают с печеньем квадратной формы. Прямоугольные по форме изделия по сложности их изготовления следуют сразу после круглой формы. Их надо вырезать так, чтобы короткая сторона прямоугольника располагалась поперек направления движения. Если поперек направления движения оказывается длинная сторона, при каждом перемещении (и особенно в укладчике), где полосы формируются вновь, печенье часто поворачивается так, что впереди оказывается короткая сторона. Лучше организовать расположение печенья так, чтобы такой поворот происходил специально, и короткая сторона оказывалась впереди.
Специальные системы для работы с печеньем
В данной главе описаны только основные характеристики методов транспортирования печенья и имеющиеся возможности. Сконструировано много оригинальных и специфических систем, включающих применение для перемещения печенья в заданное положение воздушных струй, пневмоподдержки и вибрационных устройств. Хотя в большинстве случаев наиболее дешевый способ — это использование силы тяжести, он не очень надежен. Падающее печенье может легко отклониться или задержаться воздушными потоками, а трение изменяется в зависимости от влажности в конкретный день или от чистоты конвейера. Если целью является равномерная работа без «заторов», то когда печенье движется на очень большой скорости и очень близко друг от друга, движение каждого печенья должно быть идентично движению других.
*регулирование устройств уменьшения количества полос в соответствии с требованиями групп упаковочных машин, работающих параллельно (с возможностью останова любой из машин);
*организация логической последовательности останова установки;
*отклонение изделий при возникновении задержки в зоне упаковки.
Могут быть предусмотрены также аварийные сигналы для вызова персонала при достижении предела возможностей автоматических средств. С помощью указанных средств трудозатраты в упаковочной зоне могут быть существенно уменьшены, что значительно повышает эффективность установки.
AXFORD, D. W. Е. and OTTAWAY, P. J. Н. (1955) Factors Influencing the Checking of Biscuits. Part I Effect of Humidity and Mixing, C&CFRA (BBIRA) Report No. 30.
AXFORD, D. W. E. and OTTAWAY, P. J. H. (1956) Factors Influencing the Checking of Biscuits, Part II -Effects of Flour and Sugar Granularity, BBIRA Report No. 31.
AXFORD, D. W. E. and OTTAWAY, F. J. H. (1957) Factors Influencing the Checking of Biscuits, Part III -Effects of Various Ingredients. C&CFRA (BBIRA) Report No. 36.
FRANCIS, В., HASTINGS, W. R. and JEARS, P. A. (1962) Pilot Scale High Frequency Biscuit Baking with Particular Reference to the Checking of Hard Sweet Biscuits, C&CFRA (BBIRA) Report No. 63.
STEELE, I. W. (1957) A Survey of the Incidence of Biscuit Checking in Members « Factories. C&CFRA (FMBRA) Bulletin No. 1, 26.
HOLLAND, J. M. (1979) Increasing Productivity by Dielectric Heating, Annual Technical Conference, Biscuit and Cracker Manufacturers’ Association, USA.
FEARN, Т., MILLER, A.R. and THACKER, D. (1982)Checkingin Cream Crackers. C&CFRA (FMBRA) Report 98.
Дополнительнаялитература
MANLEY, D.J. R. (1998) Biscuit, Cookie and Cracker Manufacturing Manuals, 4. Baking and cooling of biscuits, Woodhead Publishing, Cambridge.
Останні коментарі