Для изготовления пастильных и зефирных масс применяются взбивальные машины периодического действия и непрерывно действующие агрегаты.Формирование пастилы осуществляется на машинах для разливки пастильной массы в пласты с последующим разрезанием их на заготовки изделий на пастилорезательных машинах, после чего пастила сушится в специальных сушилках.
Для формования зефира применяются зефироотсадочные машины.
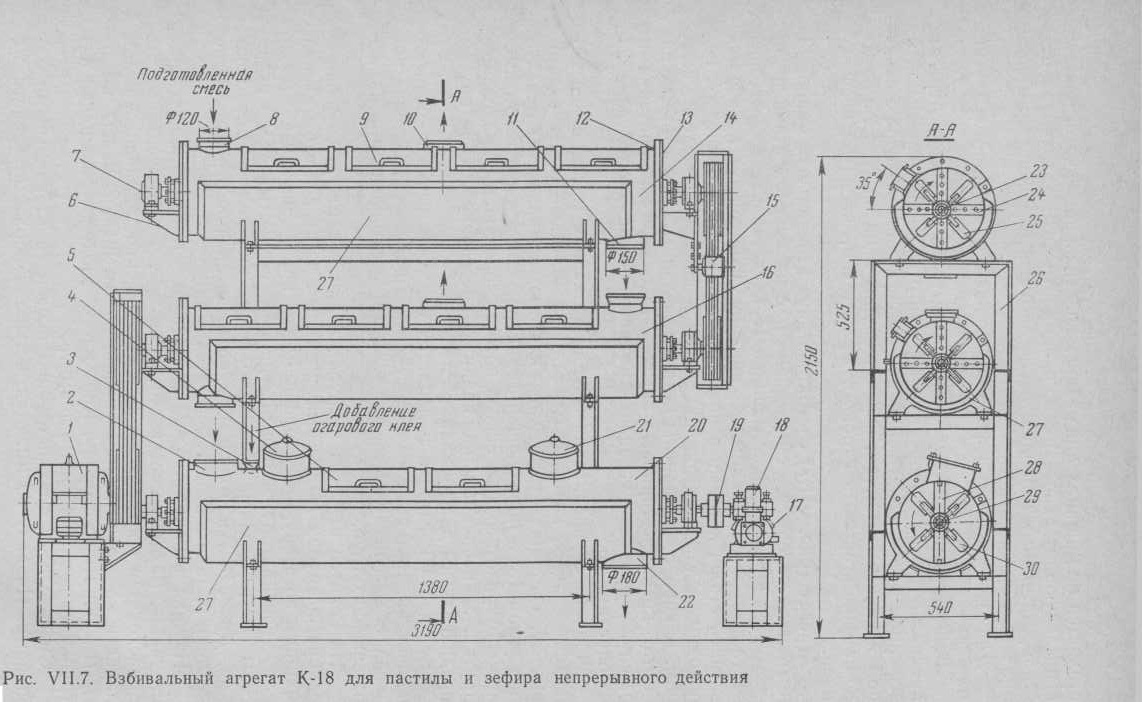
Взбивальный агрегат К-18 непрерывного действия. Агрегат предназначен для непрерывного приготовления пастильной и зефирной массы путем взбивания смеси яблочного пюре с сахаром и яичным белком и перемешивания взбитой смеси с сахаро-паточно-агаровым сиропом, красителем, кислотой и эссенцией.
Агрегат (рис. 7.7) состоит из двух взбивальных машин 14 и 16 и смесителя 20, смонтированных на сварной станине 26.
Верхняя взбивальная машина 14 представляет собой горизонтально расположенный цилиндрический корпус из нержавеющей стали, который в нижней части имеет рубашку 27, необходимую для темперирования смеси яблочного пюре с сахаром. К корпусу приварены стальные фланцы 12, к которым на болтах крепятся торцовые крышки 13 с двумя кронштейнами 6, служащими для установки на них подшипников 7 вала 23 с лопастями 25.
Лопасти 25 предназначены для взбивания массы и перемещения ее вдоль корпуса. На валу расположено шесть крестовин 24, состоящих из втулок, к которым приварены лопасти под углом 15° к образующей цилиндра. В каждой лопасти имеется по три отверстия, сквозь которые пропущены продольные прутки, закрепленные на крайних крестовинах. Эти прутки предназначены для взбивания смеси.
Все части крестовин и лопастей изготовлены из нержавеющей стали. Вал выполнен из стали 45 и в местах соприкосновения с массой закрывается чехлами, изготовленными из нержавеющих труб.
На корпусе имеются патрубок 8 для приема смеси пюре и сахара, патрубок 11 для выпуска массы из первой взбивальной машины во вторую и патрубок 10 для присоединения к вытяжному вентилятору, который удаляет сернистый газ — оксид серы (IV), выделяющийся из яблочного пюре во время взбивания. Для очистки машины в корпусе предусмотрены четыре крышки 9, закрывающиеся во время работы.
Нижняя взбивальная машина 16 имеет аналогичную конструкцию. Разница состоит только в том, что движение массы происходит в противоположном направлении, и, следовательно, лопасти крестовин и лопасти для перемещения массы повернуты в обратную сторону. Кроме того, входной и выходной патрубки имеют одинаковый диаметр.
Смеситель 20 по конструкции сходен со взбивальными машинами. На валу 29 имеются четыре Т-образные лопасти 30,

которые расположены так, что занимают одну треть вала, а на остальной части размещены четыре пары лопастей 28, сквозь которые пропущены две планки из нержавеющей стали для очистки стенок корпуса от массы. Т-образные лопасти могут быть повернуты в пределах до 15° к продольной оси вала. Две пары средних лопастей расположены под углом 15° к оси вала, а крайних — под углом 45° в сторону вращения, что обеспечивает лучшую очистку торцовых стенок от массы.
Корпус смесителя имеет входной 2 и выходной 22 патрубки; два смотровых люка 4 и 21 с откидными крышками, которые расположены под углом 15° к вертикальной плоскости, проходящей через осевую линию цилиндра; патрубок 3 для подачи агарового клея, патрубок для подачи красителя и эссенции и две крышки 5.
Привод взбивальных машин состоит из электродвигателя 1 и двух ременных передач. Электродвигатель через ременную передачу сообщает вращение лопастному валу нижней взби- вальной машины, с другого конца которого через ременную передачу с передаточным отношением 1 : 1 вращение передается лопастному валу верхней машины. Для натяжения ремней предусмотрен натяжной ролик 15.
Привод смесителя состоит из электродвигателя 17, червячного редуктора 18 с передаточным отношением 1 : 16. Вал червячного колеса редуктора при помощи эластичной муфты 19 соединен с лопастным валом взбивальной машины.
Дозирование сахаро-яблочной смеси и агарового клея осуществляется плунжерными сиропными насосами, применяемыми в карамельном производстве. Вместо клапанов в них применены поворотные крановые золотники. Дозатор яичного белка представляет собой бачок постоянного уровня с поплавковым клапаном на входной линии и пробковым выпускным клапаном в днище.
Из дозирующих устройств яблочное пюре, сахар-песок и яичный белок непрерывно подаются через загрузочную воронку в верхнюю взбивальную машину. При непрерывном перемешивании в массе яблочного пюре и белка сахар полностью растворяется. Полученная однородная масса по мере взбивания постепенно густеет, насыщается воздухом и увеличивается в объеме. Одновременно она перемещается лопастями вдоль корпуса машины. Затем масса через разгрузочную воронку попадает в нижнюю взбивальную машину.
Из второй машины масса попадает в смеситель, куда плунжерным насосом непрерывно подается сироп, а через специальные мерники — красители и эссенция. Вращающийся вал лопастями тщательно перемешивает массу, перемещая ее к выходному отверстию, и готовая пастильная масса с влажностью около 40 % при температуре 38—42 °С через разгрузочную воронку поступает для разливки в лотки.
Производительность взбивального агрегата (в кг/ч) может быть подсчитана по формуле
П = 60Vрφ/τ, (VII.3)
где V — вместимость корпуса взбивальной машины, м3 (У=0,35); ρ — плотность сбитой массы, кг/м3 (для пастилы р = 650, для зефира р = 500); φ — коэффициент заполнения корпуса массой на выходе (ф = 0,2-^0,4); т — продолжительность взбивания, мин (т=6-8).
Техническая характеристика взбивального агрегата К-18
Агрегат ШЗД-1 для непрерывного приготовления зефирной массы под давлением. Агрегат (рис. 7.8) разработан ВНИИКПом.
Приготовление рецептурной смеси для взбивания производится в смесителе 10, в который непрерывно подаются все компоненты смеси — яблочное пюре из сборника 1 через бачок постоянного уровня 2 с плунжерным насосом 3, яичный белок {из бачка 4 с насосом 5, уваренный сахаро-паточно-агаровый сироп из сборника 6 с плунжерным насосом 7. Сахар-песок подается в воронку смесителя из сборника 16 через магнитный уловитель 15 и дозирующее устройство 14. Для дозирования кислоты и красителя с эссенцией установлены бачки 8 и 9. Рецептурный смеситель снабжен водяной рубашкой для темперирования смеси.
Готовая рецептурная смесь поступает из смесителя 10 в приемный бачок 11 (с подогревом), из которого шестеренным насосом 12 непрерывно подается в роторный центробежный смеситель-эмульсатор 13, при этом в смесь вводится под давлением воздух, поступающий из ресивера 20.
| Производительность, кг/ч | При φmin= 0,2 | При φmах = 0,4 |
| по пастильной массе | 468 | 936 |
| » зефирной массе | 360 | 720 |
| Размеры корпусов взбивальных машин и смесителя, мм | ||
| длина | 2000 | |
| диаметр | 350 | |
| Частота вращения валов, об/мин | ||
| взбивальных машин | 300 | |
| смесителя | 94 | |
| Мощность, | кВт Частота вращения, об/мин | |
| Электродвигатели | ||
| взбивальной машины | 10 | 980 |
| смесителя | 1 | 1410 |
| плунжерных насосов | ||
| для сахаро-яблочной смеси | 1 | 930 |
| для сахаро-паточно-агарово | 1 | 930 |
| го сиропа | ||
| Габаритные размеры (без вспомо | 3190Х640Х215Ц | |
| гательного оборудования), мм | ||
| Масса, кг | 1260 | |
Для регулирования давления воздуха установлен воздушный редуктор 19 с манометрами 17. Количество поступающего воздуха измеряется ротаметром 18.
Установка для взбивания состоит из разъемной взбивальной камеры и привода с вариатором. Внутри взбивальной камеры (см. рис. II.8) помещено два статора, из которых один неподвижно скреплен с корпусом, а второй — с крышкой камеры. На внутренней стороне каждого статора имеются зубья, расположенные 16 концентрическими рядами. Между зубьями статоров проходят

Рис. 7.8. Схема агрегата ШЗД-1 для взбивания зефирной массы под давлением
зубья ротора; размеры зубьев выбраны такими, что образуется кольцевой канал извилистой формы шириной I мм. Рецептурная смесь вместе с воздухом, поступающим от компрессора и имеющим давление 0,4—0,6 МПа, подается внутрь камеры. Ротор изготовлен из бронзы и имеет диаметр 348 мм. Внутренняя поверхность взбивальной камеры выполнена из нержавеющей стали, а статоры из бронзы. Взбивальная камера снабжена рубашкой для водяного охлаждения.
Техническая характеристика агрегата ШЗД-1
| Производительность, кг/ч | 600 |
| Вместимость взбивальной камеры, г | 200—250 |
| массы | |
| Диаметр ротора, мм | 348 |
| Частота вращения ротора, об/мин | 280 |
| Мощность электродвигателя ротора, кВт | 4 |
| Габаритные размеры, мм | 3710X3500X3245 |
| Общая масса оборудования агрегата, кг | 2793 |
Шестиручьевая пастилорезательная машина. Машина предназначена для резки пластов пастильной массы на заготовки пастилы размером 73x21x20 мм.  Основными узлами машины (рис. 7.9) являются: ленточный транспортер 3 для приемки пастильного пласта, насос, вибрирующее сито 1 для посыпки транспортера сахарной пудрой, механизм 4 для резки пласта на продольные полосы, шестиленточный транспортер 5 для подачи полос к механизму поперечной резки 6} транспортер 2 для решет с рычажным механизмом 12 подачи решета на цепь и механизмом обгона 7, привод 8, шнек 9 для возврата обрезков боковых сторон пласта при продольной резке. Все механизмы смонтированы на станине 11.
Основными узлами машины (рис. 7.9) являются: ленточный транспортер 3 для приемки пастильного пласта, насос, вибрирующее сито 1 для посыпки транспортера сахарной пудрой, механизм 4 для резки пласта на продольные полосы, шестиленточный транспортер 5 для подачи полос к механизму поперечной резки 6} транспортер 2 для решет с рычажным механизмом 12 подачи решета на цепь и механизмом обгона 7, привод 8, шнек 9 для возврата обрезков боковых сторон пласта при продольной резке. Все механизмы смонтированы на станине 11.
 Основными узлами машины (рис. 7.9) являются: ленточный транспортер 3 для приемки пастильного пласта, насос, вибрирующее сито 1 для посыпки транспортера сахарной пудрой, механизм 4 для резки пласта на продольные полосы, шестиленточный транспортер 5 для подачи полос к механизму поперечной резки 6} транспортер 2 для решет с рычажным механизмом 12 подачи решета на цепь и механизмом обгона 7, привод 8, шнек 9 для возврата обрезков боковых сторон пласта при продольной резке. Все механизмы смонтированы на станине 11.
Основными узлами машины (рис. 7.9) являются: ленточный транспортер 3 для приемки пастильного пласта, насос, вибрирующее сито 1 для посыпки транспортера сахарной пудрой, механизм 4 для резки пласта на продольные полосы, шестиленточный транспортер 5 для подачи полос к механизму поперечной резки 6} транспортер 2 для решет с рычажным механизмом 12 подачи решета на цепь и механизмом обгона 7, привод 8, шнек 9 для возврата обрезков боковых сторон пласта при продольной резке. Все механизмы смонтированы на станине 11.Механизм продольной резки состоит из вала, на котором укреплено 7 дисковых ножей диаметром 100 мм. Диски установлены на расстоянии 73 мм один от другого, так что ширина нарезанных полос также равна 73 мм. Режущие кромки дисков проходят между лентами шестиленточного транспортера 5 и прижимаются к резиновым дискам, закрепленным на валике, установленном под лентами. Окружная скорость ножей равна скорости движения пласта. Каждый режущий диск снабжен двусторонним пружинным скребком, очищающим его поверхность от налипшей пастильной массы.
При переходе с транспортера 2 на шестиручьевой транспортер 5 пласт поддерживается снизу свободно вращающимся валиком 10.
По мере приближения к механизму поперечной резки 6 ленты ручьевого транспортера расходятся в горизонтальной плоскости, отодвигая полосы пастильной массы друг от друга.
Механизм поперечной резки (рис. 7.10) состоит из цепного транспортера 4\ приводного вала 7, на котором посажены ведущие звездочки и барабан 6\ натяжного вала 2 с ведомыми звездочками; подпружиненного ролика и защитного ограждения 1. Шаг цепей равен ширине бруска пастилы (21 мм). Звенья обеих цепей связаны попарно поперечными ножами, плоскость которых расположена к оси звена цепи под углом 84°. Центральная ось транспортера наклонена к горизонту под углом 30°, а угол между поверхностью шестиленточного транспортера и нижней ветвью цепного транспортера с ножами составляет 6°. Скорости этих транспортеров равны.
Ножи при движении цепи постепенно врезаются в полосы пастилы перпендикулярно их поверхности, но разрезают их не полностью во избежание повреждения транспортерных лент. Окончательное разрезание полос происходит на прижимном барабане 5, обтянутом слоем пищевой резины. Разрезанные бруски пастилы, зажатые соседними ножами, переносятся ими к месту укладки на лоток.
Укладка происходит следующим образом: при набегании цепи на ведущие звездочки угол между соседними ножами увеличивается и концы ножей расходятся, что облегчает удаление нарезанных брусков пастилы из межножевого пространства.
Окончательное выталкивание брусков на решета производится принудительно выталкивающим приспособлением. Оно представляет собой барабан, который крепится к ведущим звездочкам ножевого транспортера. Внутри барабана имеется 32 продольных радиально расположенных паза, в каждом из которых находится пуансон, представляющий собой стальную штангу

Рис. 7.10. Механизм поперечной резки пастилы
с шестью выступами, к которым крепятся выталкиватели. Концы пуансонов выходят из барабана наружу и цапфами входят в пазы кулачков 5, которые прикреплены с обеих сторон к подшипникам вала ведущих звездочек.
При вращении ведущих звездочек вращается и барабан, а следовательно, и пуансоны, хвостовики которых своими концами перемещаются в пазах неподвижных кулачков. Пуансоны при этом совершают сложное движение — вращательное и радиальное. Благодаря радиальному перемещению пуансоны своими выталкивателями плавно нажимают на бруски пастилы в тот момент, когда ножи расходятся, и бруски выпадают на решета.
Для удобства мойки ножей предусмотрено моечное устройство 3, которое состоит из кожуха, барботера и отводящего шланга. Горячая вода подается в барботер, откуда через отверстия стекает на ножи, смывая с них прилипшую пастильную массу, собирается в ванночке и оттуда через шланг отводится в канализацию.
Решета подаются к месту загрузки цепным транспортером 2 (см. рис. 7.9) с шагом цепи 35 мм. На рисунке показана схема укладки брусков пастилы по длине решет. Когда заканчивается укладка брусков на первое решето, механизм обгона сообщает транспортеру ускоренное движение, и следующий ряд брусков укладывается на передний край следующего решета, не попадая в зазор между решетами.
Машина снабжена трехступенчатой коробкой передач.
Производительность машины (в кг/ч) подсчитывается по формуле
П = 3600bhрvС, (VI 1.4)
где b — расстояние между крайними дисковыми ножами, м (6=0,438); h— высота пласта, м (6 = 0,02); р — плотность массы в пласте, кг/м3 (р = 6504- 4-700); V — скорость ножевого транспортера, м/с; С — коэффициент, учитывающий промежутки между пластами и обрезки торцовых сторон пласта (С=0,934-0,97).
Техническая характеристика пастилорезательной машины
| Скорость и производитель | ||
| ность: | ||
| Скорость ножевого транспортера, м/с | Скорость транспортера длярешета, м/с | Производительность машины,кг/ч |
| υ1 = 0,024 | 0,037 | 423 |
| υ2 = 0,028 | 0,049 | 555 |
| υ3 = 0,039 | 0,064 | 732 |
| Расстояние между дисковы | 73 | |
| ми ножами, мм | ||
| Шаг ножей на ножевом | 21 | |
| транспортере, мм | ||
| Эл ектр одви гател и | Мощность, | Частота враще |
| кВт | ния, об/мин | |
| для всех механизмов машины 1,0 | 1410 | |
| для вибрационного сита | 0,25 | 1400 |
| Габаритные размеры, мм | 9250X1175X1405 | |
| Масса, кг | 2300 | |
Кроме описанной шестиручьевой пастилорезательной машины имеются и четырехручьевые машины, которые широкого распространения не нашли.
Зефироотсадочная машина. Машина предназначена для формования половинок зефира отсадкой на поверхность лотков.

Машина имеет следующие основные узлы и механизмы (рис. 7.11, а): бункер 5, дозировочно-отсадочный механизм 2У цепной транспортер Д приводной механизм 5, станину 6.
Цепной транспортер представляет собой две параллельно расположенные бесконечные цепи с шагом / = 35 мм. Для фиксирования положения лотков на цепи предусмотрены звенья с упорами. Во время отсадки зефира на лоток транспортер имеет равномерное движение. В момент прохождения стыков двух лотков под зубчатыми наконечниками дозировочно-осадочного механизма транспортер получает ускоренное движение.
Машина приводится в движение электродвигателем через клиноременную передачу и дисково-колодочный вариатор скоростей.
Загрузочный бункер выполнен из алюминиевых листов. Для обогрева зефирной массы в процессе отсадки бункер снабжен водяной рубашкой. Температура массы контролируется термометром 4.
В нижней части бункера на болтах прикреплен дозировочно-отсадочный механизм (рис. 7, б), который имеет золотниковую коробку 1 и золотник 2, представляющий собой полый цилиндр, разделенный перегородками на шесть камер с одинаково расположенными вырезами. Золотник совершает переменное вращательное движение под углом 90° под воздействием пазового кулачка 8 через систему рычагов.
Шесть плунжеров 11 прикреплены к общей траверсе, которой сообщается возвратно-поступательное движение пазовым кулачком 9 через систему рычагов. При помощи кулисного механизма 10 можно плавно регулировать ход плунжеров 11 и тем самым обеспечивать заранее заданную дозировку порции массы, отсаживаемой на лоток. Когда плунжеры выходят из золотниковой коробки, их поверхность смачивается растительным маслом для предотвращения налипания зефирной массы.
Шесть гибких гофрированных шлангов 3 соединяют выводные штуцера золотниковой коробки с зубчатыми наконечниками 5. Подвижная каретка 4, несущая на себе рамку с закрепленными на ней зубчатыми наконечниками, совершает возвратно-поступательное движение вдоль транспортера и поперек него под воздействием торцового 6 и цилиндрического 7 кулачков через рычажную систему с пружиной.
Залитая в бункер зефирная масса при том положении золотников, когда окна золотниковой коробки сообщаются с бункером, засасывается при движении плунжеров в дозировочные цилиндры. После отхода плунжеров в крайнее заднее положение золотник поворачивается на 90° и таким образом сообщает дозировочные цилиндры с выпускными окнами золотниковой коробки. Затем плунжеры, двигаясь вперед, выдавливают зефирную массу из дозировочных цилиндров через выпускные окна золотниковой коробки и далее через гибкие шланги и зубчатые наконечники на лоток, движущийся по транспортеру. При этом подвижная каретка с закрепленными на ней зубчатыми наконечниками совершает сложное продольно-поперечное поступательное движение, благодаря чему каждая отсаживаемая порция зефирной массы приобретает круглую форму зефира с рифленой поверхностью («ракушка»).
В конце процесса отсадки для отрыва отсаженной зефирной массы от наконечников направление скорости движения каретки резко меняется на противоположное, что достигается сжатием спиральных пружин, прикрепленных к подвижной каретке.
Производительность машины (в кг/ч) определяется по формуле
П= 60mnqC, (VII.5)
где m — количество дозирующих плунжеров (т = 6); n — число отсадок в минуту; q — расчетная масса половинки зефира, кг; С — коэффициент, учитывающий перерывы в отсадке.
Техническая характеристика зефироотсадочной машины К-33
| Зефир | Зефир | |
| «ракушка» | «пирожок» | |
| Производительность, кг/ч | 312,5 | 145,6 |
| Число отсадок в минуту | 65,4 | 29,5 |
| Масса половинки зефира, кг | 0,015 | 0,016 |
| Коэффициент перерыва в отсадке С | 0,9 | 0,857 |
| Число рядов зефира по длине лотка | 18 | 12 |
| Расстояние между рядами, мм | 70 | 100 |
| Размеры лотка, мм | 1400X400X60 | |
| Вместимость загрузочного бункера, м3 | 0, | ,195 |
| Мощность электродвигателя, кВт | 1 | |
| Частота вращения, об/мин | 930 | |
| Габаритные размеры, мм | 5760X1100X1930 | |
| Масса, кг | 1038 | |
УкрНИИпродмашем разработан агрегат А2-ШАЗ для изготовления зефира с начинкой или без нее. Формование изделий осуществляется непосредственно в коробки с вклеенными розетками из пергаментной бумаги. Производительность агрегата 1450 коробок в час, количество изделий в коробке—10, масса изделий в коробке — до 200 г.
Сушилки для мармелада и пастилы
Наиболее распространенным способом удаления влаги из материалов является сушка. В процессе сушки к высушиваемому материалу подводится теплота, под воздействием которой происходит испарение влаги с поверхности материала. Для подвода теплоты и удаления испаряемой влаги применяются различные сушильные агенты: воздух, перегретый пар. Сушильный агент, отдавая теплоту на испарение влаги, охлаждается. Кроме того, он воспринимает влагу, испаряющуюся с поверхности материала, увлажняется и уносит влагу из сушилки.
В результате испарения влаги поверхность материала подсушивается, концентрация влаги в поверхностном слое падает и в материале создается разность концентраций влаги (градиент влажности) в различных точках материала. Под действием этой разности концентраций влага перемещается (мигрирует) от центра материала к его периферийным слоям, омываемым сушильным агентом.

Однако кроме этого процесса влагопроводности в материале наблюдается и явление термовлагопроводности, которое заключается в перемещении
влаги под влиянием температурного градиента по направлению потока теплоты. Так как тепловой поток направлен от периферии к центру, то и перемещение влаги под действием температурного градиента происходит также к центру. Следовательно, суммарное количество влаги, перемещенное при наличии обоих градиентов от центра к периферии, равно разности между количеством влаги, перемещенной под действием градиента влажности от центра, и количеством влаги, перемещенной к центру под действием градиента температур.
влаги под влиянием температурного градиента по направлению потока теплоты. Так как тепловой поток направлен от периферии к центру, то и перемещение влаги под действием температурного градиента происходит также к центру. Следовательно, суммарное количество влаги, перемещенное при наличии обоих градиентов от центра к периферии, равно разности между количеством влаги, перемещенной под действием градиента влажности от центра, и количеством влаги, перемещенной к центру под действием градиента температур.
Таким образом, сушка материала состоит из трех процессов: перемещения влаги внутри высушиваемого материала от его центра к поверхности; парообразования и перемещения пара от поверхности материала в сушильный агент. В качестве сушильного агента для пищевых продуктов обычно применяется подогретый воздух.
На небольших предприятиях сушка материала и пастилы осуществляется в камерных сушилках тупикового типа, а на предприятиях большой мощности — в тоннельных конвейерных сушилках.
Тоннельная конвейерная сушилка для пастилы состоит из камеры, в которой на уровне пола расположен тяговый цепной конвейер с упорами-толкателями, и системы подогрева и циркуляции воздуха. Тоннель сушилки разделен на два участка: сушки и охлаждения. Участок сушки состоит из девяти камерсекций, участок охлаждения — из двух секций. Первую зону участка сушки занимают две секции, вторую зону — четыре секции и третью зону —три секции.
Каждая секция сушки имеет самостоятельные калориферновентиляционные установки, смонтированные на их верхнем перекрытии (рис. 7.12). Они состоят из двух пластинчатых калориферов 2 и одного осевого вентилятора 1 (№ 7 типа МЦ), создающих в камере поперечные потоки горячего воздуха с перемежающимися направлениями. Для достижения равномерной сушки изделий диффузоры 4 снабжены направляющими 3 для воздуха, обеспечивающими равномерный поток.
Вагонетки 8 с изделиями, установленные в камере сушилки, попадают под воздействие поперечных потоков горячего воздуха, поступающего от калориферновентиляционных агрегатов через диффузоры 4. Проходя через зазоры между решетками, горячий воздух отбирает влаги от изделий и тем же вентилятором выводится через противоположный диффузор 7 для повторного использования с частичным добавлением к нему свежего воздуха. По мере продвижения вагонеток вдоль тоннеля направление потока воздуха меняется, что обеспечивает более равномерную сушку изделий.
Перемещение вагонеток вдоль тоннеля производится цепным транспортером 5, имеющим периодическое движение. На цепи закреплены упоры-толкатели вагонеток, которые перемещаются по рельсовому пути 6. Для возврата освободившихся вагонеток к месту загрузки изделий вне камеры проложен другой рельсовый путь с тяговой цепью.
Поворот вагонеток на участках их загрузки и разгрузки производится при помощи поворотных кругов, вмонтированных в пол.
Производительность сушилки (в кг/ч) определяется по формуле:
П=qLzCt(rl)
где q — масса готовых изделий на одной вагонетке, кг; L — длина сушильной камеры, мм; z—-количество сушильных камер; С — коэффициент, учитывающий возвратные отходы; т — продолжительность сушки пастилы, ч; t — шаг установки вагонеток, мм. (7.6)
Техническая характеристика сушилки для пастилы
| Расчетная производительность, кг/ч | 560 |
| Длина, мм | |
| сушильной зоны туннеля | 22,700 |
| охлаждающей зоны | 5 880 |
| цепного транспортера | 32 500 |
| Шаг установки вагонеток, мм | 1625,6 |
| Продолжительность сушки, ч | 3,5 |
| Количество решет на одной вагонетке | 32 |
| Масса пастилы на одной вагонетке, кг | 70 |
| Средняя скорость цепного транспортера, м/с | 0,03 |
| Количество калориферно-вентиляционных агрегатов | 9 |
| Количество осевых вентиляторов ЦАГИ № 5 для охла | 2 |
| ждающей камеры |
УкрНЙЙпродмашем разработана шахтная сушилка А2-ШЛЖ/4 для сушки яблочного и желейного мармелада, уложенного в лотки. Принципиальная схема сушилки изображена на рис. 7.1 (поз. 25—31).
Останні коментарі