К группе оборудования для охлаждения карамели относятся: открытые узкие ленточные транспортеры для предварительного охлаждения отформованной цепочки карамели;
открытые инерционные транспортеры для охлаждения готовой карамели и монпансье;
закрытые инерционные двухъярусные транспортеры; закрытые сетчатые транспортеры типа АОК.
К оборудованию для отделки открытых сортов карамели относятся:
дражировочные котлы для глянцевания и обсыпки карамели;
агрегаты для непрерывного глянцевания карамели, устанавливаемые в механизированных поточных линиях производства глянцованной карамели.
Узкий ленточный транспортер. Транспортеры предназначены для предварительного охлаждения карамели с образованием на ней тонкой наружной корочки, предохраняющей изделия от деформирования при дальнейшем охлаждении, и достаточного охлаждения тонких перемычек между изделиями для облегчения
их разделения при поступлении на основной охлаждающий транспортер. Узкий охлаждающий транспортер одновременно служит для передачи отформованных изделий на основной охлаждающий транспортер. Эти транспортеры обычно изготовляются фабриками на месте.
Транспортер имеет прорезиненную или тканевую ленту шириной до 100 мм; длина транспортера должна быть в пределах 12—16 м. Ведущий и ведомый барабаны и натяжное устройство транспортера монтируются на легкой металлической раме. Транспортер закрывают коробом, в который подается охлаждающий воздух. Привод осуществляется обычно от привода карамелеформующей машины, при этом скорость транспортера должна быть равна скорости движения выходящей из формующей машины карамельной цепочки.
Одноярусный инерционный транспортер. Назначение этих транспортеров — окончательное охлаждение карамели, передаваемой после формования узким охлаждающим транспортером. Применяются они преимущественно в полумеханизированном карамельном производстве для охлаждения леденцовой карамели.
Транспортер обычно представляет собой несколько наклоненный в сторону схода продукта лоток из нержавеющей стали или другого металла, смонтированный на наклонных пружинных стойках (или роликовых подшипниках). По краям лотка на его поверхности делают отверстия для отсева карамельной крошки. На выходном конце транспортера устанавливают регулирующую заслонку. Открытые охлаждающие транспортеры обычно имеют длину 10—15 м и ширину 600—800 мм.
Поверхность инерционного транспортера, по которому карамель движется одним слоем, непрерывно обдувается охлаждающим воздухом, подаваемым из воздуховодов с регулируемыми заслонками. Оптимальная температура охлаждающего воздуха 16—18°С.
Общий расход охлаждающего воздуха на оба транспортера при таком способе охлаждения 6000—9000 м3/ч.
Недостатками таких транспортеров являются значительная длина, распыл крошек в цехе, неэффективное использование охлаждающего воздуха. Поэтому при создании поточных линий были разработаны более компактные и производительные закрытые охлаждающие транспортеры и агрегаты.
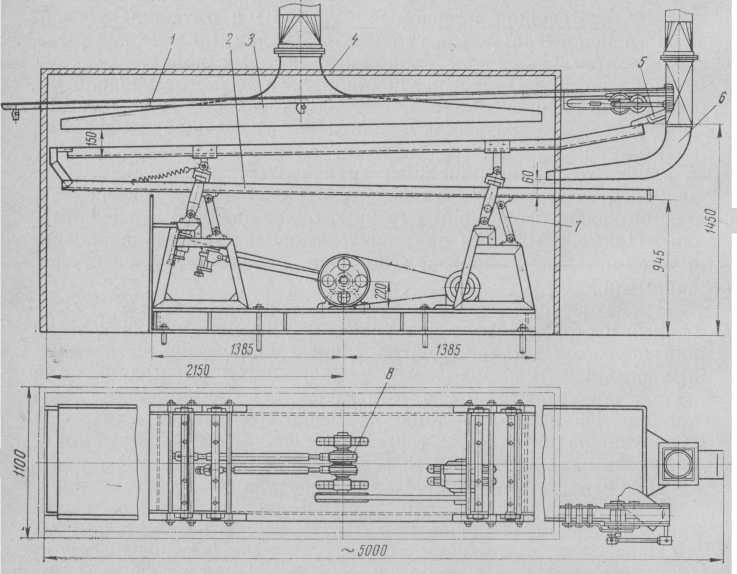
Двухъярусный инерционный транспортер ШТ2-В закрытого типа. Транспортер ШТ2-В предназначен для охлаждения отформованной карамели в поточных линиях производства карамели.
Транспортер (рис. IV. 19) состоит из двух частей. В верхней части расположены два изготовленных из листовой стали лотка, на которые подается охлажденная карамель, в нижней — привод с электродвигателем, эксцентриковым валом и шарнирными опорами.
Отформованная карамель в виде цепочки с перемычками (с температурой 65—70 °С) подается узким ленточным транспортером на качающийся наклонный желобок 5, на котором перемычки разбиваются, и карамель равномерно распределяется по поверхности верхнего качающегося лотка 1. По этому лотку, расположенному под углом 1°, благодаря его колебаниям
Рис. IV. 19. Охлаждающий инерционный транспортер ШТ2-В
карамель продвигается книзу, затем переходит на второй вибрирующий лоток 2, на котором окончательно охлаждается.
Охлаждающий воздух с температурой 16—18 °С подается на лоток 1 сверху из распределительного щелевого воздуховода 3, на лоток 2 — противотоком из патрубка 6.
Качающиеся лотки опираются на шарнирные опоры 7, расположенные под углом 15° к вертикали. Привод лотков осуществляется от электродвигателя с помощью двух эксцентриков 8, установленных на валу под углом 170°, благодаря чему лотки качаются в противоположных направлениях и их силы инерции частично взаимно уравновешиваются.
Транспортер расположен в закрытой камере 4, имеющей дверцы для обслуживания. Образующаяся при прохождении
карамели крошка удаляется через отверстия в лотках транспортера в специальные сборники.
Продолжительность охлаждения карамели на транспортере до 5 мин, температура выходящей карамели 40—45 °С.
Охлажденная карамель непрерывно поступает на транспортер-распределитель, питающий заверточные автоматы. На случай применения транспортера не в поточной линии для возможности выгрузки карамели в цеховую тару на выходе со второго лотка предусмотрена поворотная заслонка.
Агрегат АОК с сетчатым транспортером закрытого типа. Агрегат представляет собой комплектную одноярусную конструкцию, предназначенную для охлаждения в механизированных
Рис. 4.20. Охлаждающий агрегат АОК
и полумеханизированных поточных линиях любых сортов отформованной карамели с начинкой и без нее. В агрегате АОК происходит комбинированный (конвективно-радиационный) отвод тепла, ускоряющий процесс охлаждения карамельных изделий.
Агрегат АОК состоит (рис. 4.20) из питателя 1 для подачи карамели с узкого охлаждающего транспортера на сетчатый транспортер 3, охлаждающей камеры 2, разгрузочного вибро-лотка 4 для отбора охлажденной карамели, привода 5 и воздухоохладителя.
Питатель агрегата АОК (рис. 4.21) включает в себя систему, состоящую из трех вибротранспортеров-лотков 13, 14 и 15. От электродвигателя 1 через ременные и зубчатые передачи получают вращение три горизонтальных вала 11, 6 и 3.
Лоток-встряхиватель 13 совершает качательное движение в вертикальной плоскости и служит для разделения цепочки при подаче карамели с формующей машины. Движение он получает от диска 8 через шатун 9 и вертикальный шток 12. От штока 12 лоток 13 подбрасывается вверх, а вниз он опускается под действием собственного веса. Отделенные одно от другого изделия падают на лоток-распределитель 14. На валу 11 закреплен кривошип 10, от которого через шатун 7 и рычаг 5 совершает колебательное движение в горизонтальной плоскости лоток-распределитель 14. Он служит для равномерного распределения поступающей карамели по ширине третьего вибротранспортера-лотка 15.
Вибролоток 15 совершает возвратно-поступательное движение в горизонтальной плоскости, которое передается ему от шатуна 2 и эксцентрика 4„ закрепленного на валу 3. Вибролоток 15 транспортирует карамель на сетчатый конвейер охлаждающей камеры. Во избежание попадания на сетку крошки лоток в средней его части выполнен с отверстиями для ее удаления. Под отверстиями устанавливается сборник для крошки.
Охлаждающая камера агрегата АОК (рис. 4.22) представляет собой стальной каркас 1, внутри которого проходит сетчатый транспортер 2 и установлены две автономные системы охлаждения и транспортирования воздуха. Система охлаждения состоит из воздухоохладителя 9, вентилятора 10, воздуховода 3 и распределительного короба 4.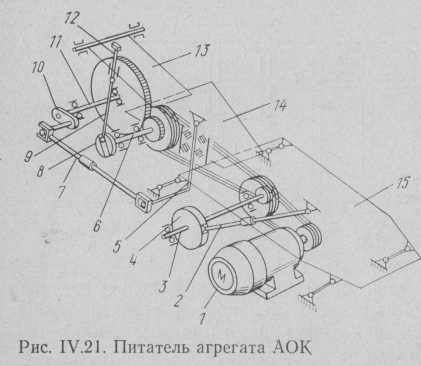
Горячая карамель поступает на сетчатый транспортер и перемещается под распределительным коробом. Из короба через щели 6 поступает холодный воздух. Он отбирает теплоту от карамели и направляется на повторное охлаждение. Кроме того, поверхности 5 распределительного короба, обращенные к охлаждаемой карамели, окрашены черной краской, что приводит к поглощению ими теплоты, излучаемой карамелью. От нагретых поверхностей теплота отбирается воздухом.
При эксплуатации охлаждающего агрегата АОК регулярно проверяют его исправность, тщательность очистки лотков и сетчатого транспортера от остатков карамельной массы и начинки, тепловую изоляцию и герметичность охлаждающего шкафа. Конструкция агрегата АОК предусматривает полную рециркуляцию холодного воздуха и обеспечивает надежную работу агрегата независимо от сезонных и метеорологических условий. Проникающие внутрь агрегата теплота и влага (если шкаф закрыт неплотно) увеличивают тепловую нагрузку на холодильное оборудование, вызывают намокание сетки и других деталей агрегата.
При пуске агрегата открывают вентили подачи рассола (или фреона), включают вентиляторы и регулируют темпера
туру охлаждающего воздуха путем изменения давления рассола. Затем включают питатель, сетчатый транспортер и отводящий вибролоток. После этого подают с узкого охлаждающего транспортера отформованную карамельную цепочку.
Во время работы агрегата поддерживают температуру охлаждающего воздуха 0—3°С и относительную влажность не выше 60%. Температура рассола в воздухоохладителе от —12 до —15 °С, давление 0,5—0,6 МПа. Постоянно следят за правильной укладкой карамельной цепочки на сетку, регулируют число колебаний лотков питателя в зависимости от линейной скорости формующей цепи, контролируют режим охлаждения карамели. 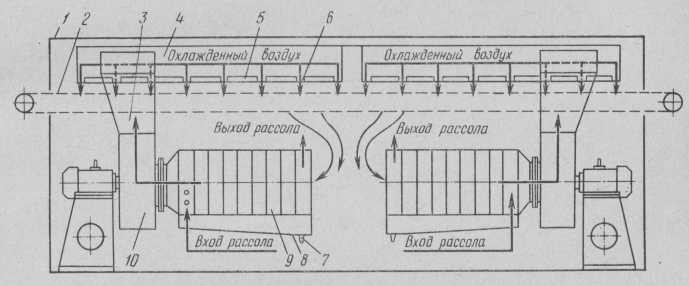
Рис. 4.22. Охлаждающая камера агрегата АОК
Температура оболочки отформованной карамели поступающей в агрегат после узкого транспортера, должна быть в пределах 65—70 °С, а охлажденной в агрегате — не выше 40— 45 °С.
По окончании работы в конце смены, не выключая охлаждающего оборудования, очищают поверхности лотков и сетки транспортера от остатков карамельной массы и начинки, тщательно промывают их щеткой с теплой водой и просушивают. Сетку моют на участке выхода ее наружу, в зоне приводного барабана, постепенно проворачивая привод сетчатого транспортера. Промывные воды отводят в сливной трап.
Из-за большой скорости воздушного потока в агрегате возможны унос и распыление влаги, поэтому воду нужно немедленно удалять через трапы, а агрегат после мытья тщательно просушивать.
Охлаждающее оборудование агрегата АОК регулярно выключают, чтобы стаяла снежная шуба с воздухоохладителей, очищают и просушивают камеры. Влага при оттаивании собирается в поддоны 8 и сливается через патрубок 7. Кроме того, периодически удаляют пыль и загрязнения с поверхности воздухоохладителей и радиационных панелей.
Наружные поверхности узлов, соприкасающиеся с рассолом (или фреоном), имеют температуру, при которой происходит конденсация воздушной влаги, поэтому они должны быть покрыты теплоизоляцией.
Техническая характеристика охлаждающих транспортеров и агрегатов
| Показатели | Узкийленточный транспортер | Открытый инерционный транспортер | ШТ2-В | АОК-2 |
| Производительность, кг/ч | До 1200 | До 1200 | ||
| 1000 | 1200 | |||
| Продолжительность охлаждения, | 0,3—0,5 | 2 | 5 | 1,5 |
| мин | ||||
| Температура охлаждающего воздуха, °С | 12—15 | 12—15 | 12—15 | 0±4 |
| Ширинаохлаждающей поверхности, мм | 60—80 | 500—800 | 900 | 800 |
| Длина транспортера, м | 12 | 10—15 | — | — |
| Мощность электродвигателей, кВт | Привод от карамелеформующей машины | 0,5 | 1,0 | 6,0 |
| Габаритные размеры, мм | ||||
| длина | — | — | 5120 | 7950 |
| ширина | — | — | 1100 | 1600 |
| высота | — | — | 1900 | 1715 |
| Масса, кг | — | — | 925 | 2100 |
При движении карамели вместе с сеткой охлаждающего транспортера она охлаждается воздухом с постоянной температурой tв.
Продолжительность охлаждения каждого изделия (карамели) (в с) определяется формулой
Ƭ = GUc(tн- tk)/(αF∆t) (IV.13)
где Gu — масса одного изделия, кг; с — средняя удельная теплоемкость изделия, Дж/(кг-К) (определяется как средняя арифметическая величина начальной и конечной удельной теплоемкости изделия); tн и tk — соответственно начальная и конечная температура карамели, °С; α — общий коэффициент теплоотдачи, Вт/(м2*К) (при радиационном отводе тепла α=32- 40 Вт/(м2-К), при конвективном а = 46 – 98, при радиационно — конвективном α = 92-116); Fk—площадь поверхности одного изделия, м2; ∆t — среднелогарифмическая разность температур между карамелью и воздухом, К; рассчитывается по формуле (III.30) при постоянной температуре воздуха
tв = 15- 18 °С.
Производительность транспортера (в кг/с) определяется из условий конвективного теплообмена по формуле
П = F α ∆tfgφ/[c(tн – tк) ], (IV.14)
где F — общая площадь охлаждающей поверхности, м2; / — удельная площадь поверхности карамели, м2/кг; g — масса карамели на 1 м2 площади поверхности сетки, кг; φ— коэффициент заполнения сетки (φ =0,8-0,9).
Длина охлаждающей поверхности сетки транспортера (в м) зависит от продолжительности охлаждения Ƭ и скорости V карамели на сетке:
L=vƬ Скорость карамели (в м/с) может быть определена по производительности:
v = П/(3600Вφру), (IV .16)
где В — ширина сетки транспортера, м; h — высота слоя карамели, равная толщине 1 шт. карамели, м; ру — условная плотность карамели, кг/м3, определяемая по формуле (4.8).
Котел ДР-5М. Котел (рис. 4.23)—периодического действия, с ручной загрузкой и разгрузкой, состоит из котла 1, станины 5 и приводного механизма.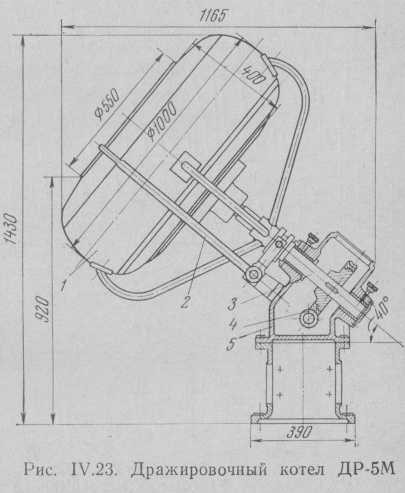
Котел 1 имеет сферическую форму, изготовлен из листовой стали. Станина литая чугунная, состоит из двух частей. В верхней части расположены котел и главный вал 3 с червячной парой 4.
Передача движения котлу осуществляется от электродвигателя через муфту и червячную пару 4. Для пуска и остановки котла предусмотрена рукоятка 2.
Помимо описанного, в кондитерской промышленности распространен ряд других типов дражировочных котлов.
Техническая характеристика дражировочных котлов
Показатели | ДР-5М | ДР-5А (ПНР) | СВА-2 (ПНР) | ХЗ-Д1-20 <3 (ФРГ) |
| Единовременная загрузка котла, кг | 100 | 100 | 100 | 120 |
| Частота вращения котла, об/мин | 20 | 20—35 | 25—37 | 20—37 |
| Угол наклона оси котла, град | 40 | 40 | 30 | 0—145 |
| Диаметр котла, мм | 1000 | 1000 | 950 | 1200 |
| Мощность электродвигателей, кВт | 1 | 0,5 | 1,0 | 1,35 |
| Габаритные размеры, мм | ||||
| длина | 1280 | 1000 | 1080 | 1200 |
| ширина | 1165 | 960 | 950 | 1750 |
| высота | 1430 | 1390 | 1450 | 1800 |
| Масса, кг | 372 | 210 | 350 | 425 |
Агрегат для непрерывного глянцевания и обсыпки карамели.
Агрегат предназначен для непрерывного глянцевания открытых сортов карамели и создания на изделиях защитного слоя с блестящей или шероховатой поверхностью, состоящей из кристаллов сахара (для обсыпных сортов).
Агрегат УКГ-3 (рис. 4.24) состоит из барабана 2, дозатора для поливочного сахарного сиропа 6, дозатора для воскожировой смеси (глянца) 7, для сахара-песка (ковшового элеватора) 19, для талька 14, калорифера 13 с вентилятором, загрузочного вибролотка 4 и разгрузочного 15, подъемного механизма 3, скребкового транспортера 16 и пульта управления 5.
Барабан — основная часть агрегата — состоит из обечайки, двух бандажей 11, установленных на ней, и венечной шестерни
Рис. 4.24. Агрегат УГК-3 для непрерывного глянцевания карамели
10. Барабан опирается на четыре роликовые опоры, смонтированные на раме 1. Со стороны загрузки крепится съемный конус, а со стороны выгрузки — разгрузочный конус 12. Внутренняя поверхность обечайки покрыта гофрированной жестью.
Внутри барабана установлены три регулируемые перегородки 8, представляющие собой секторы с углом, равным 175° и разделяющие барабан на секции. Первая перегородка установлена на расстоянии 500 мм от начала загрузочного конуса, вторая — на расстоянии 500 мм от первой, а третья — в выходном отверстии разгрузочного конуса 12. В местах расположения перегородок приварены уплотняющие кольца.
Перегородки установлены на оси барабана 9, которая смонтирована на двух стойках. Ось одновременно является воздуховодом. В ней на длине 300 мм просверлено 7 отверстий диаметром 15 мм. Для поворачивания первой и третьей перегородок вокруг оси они имеют рукоятки, а вторая перегородка поворачивается при повороте оси.
Привод барабана осуществляется от электродвигателя 18 клиноременной передачей через цилиндрический редуктор. Для фиксирования барабана на роликовых опорах на раме установлено два упорных ролика 17.
Дозирующими устройствами для сахарного сиропа и воскожировой смеси являются насосы кулачкового типа. Кулачковый насос состоит из корпуса, кулачка, крышки, отсекателя с пружиной, колпачка отсекателя, трубки и сальника. Насосы устанавливаются в дозаторах 6 и 7. Каждый дозатор представляет собой бачок, состоящий из обечайки, днища, крышки и снабженный термоэлементами для электрообогрева, кожухом, стойками, пробковым краном, плитой для установки насосов, сальником для трубок.
Кулачковые насосы-дозаторы приводятся в движение от электродвигателя через клиноременную передачу и червячный редуктор, выходной вал которого шарнирно соединен с валом кулачкового насоса. Сахарный сироп или воско-жировая смесь подается из дозатора в барабан по трубке с электрообогревом. Дозаторы 6 и 7 смонтированы на общей раме. Действие насосов-дозаторов кулачкового типа основано на принципе объемного дозирования.
Сахар-песок дозируется ковшовым элеватором 19. Привод элеватора осуществлен от электродвигателя через клиноременную передачу и червячный редуктор.
Дозатор 14 для подачи талька в барабан состоит из емкости цилиндрической формы и конусного днища, в котором установлен турникет. Дозирование основано на принципе пневмоподачи талька в распыленном виде через вращающийся турникет и выбрасывании его из трубы в третью секцию барабана.
Разгрузочный вибролоток-просеиватель 15 состоит из желоба с бортами и сеткой, каркаса и двух отражателей, установленных со стороны поступления карамели из барабана. Для передачи обработанной карамели из барабана в приемный бункер на расфасовку служит скребковый транспортер 16.
Карамель, охлажденная до 40—45 °С, с охлаждающего транспортера непрерывно поступает по загрузочному вибро- лотку 4 в первую секцию вращающего барабана, в которую одновременно из дозатора 6 подается сахарный сироп влажностью 17—19 % и температурой около 100 °С.
При передвижении карамели во вторую секцию барабана на нее наносится воско-жировая смесь, подаваемая из дозатора 7 при температуре 65—70 °С.
При переходе карамели из второй секции в третью для подсушивания ее внутрь барабана подается воздух, подогретый калорифером до температуры 30—40 °С, с относительной влажностью 60—65 %. В этой же секции производится 4—5- минутная обработка глянцованной карамели тальком, подаваемым дозатором 14. Затем карамель непрерывно выгружается через разгрузочный лоток 15.
При обсыпке карамели вместо глянца подается из дозатора сахар-песок. Процесс обсыпки осуществляется в две стадии: загрузка карамели в первую секцию и поливка ее сахарным сиропом; обработка сахаром-песком в конце второй стадии и выгрузка. При обсыпке первая и вторая секции барабана объединяются в одну путем поднятия первой перегородки.
| Техническая характеристика агрегатадля глянцевания и обсыпки карамели | |
| Производительность агрегата, кг/ч | 1200 |
Производительность дозатора для поливочного сиропа, г/мин | 250—450 |
| воско-жировой смеси, г/мин | 17—30 |
| талька, г/мин | 15—25 |
| » сахара-песка, кг/мин | 1,5—2 |
| Частота вращения барабана, об/мин | 15: 17; 19; 21 |
| Коэффициент заполнения барабана | 0,21—0,25 |
| Расход воздуха, м3/ч | 200—300 |
| Угол наклона барабана, град | 5—20 |
| Габаритные размеры, мм | 1200X1400X1600 |
| Масса, кг | 2700 |
При обсыпке первая и вторая секции барабана объединяются в одну путем поднятия первой перегородки.
Останні коментарі