
Для формования карамели из жгута применяются следующие основные разновидности формующих машин:
- цепные карамелережущие машины для формования карамели формы «подушечка»;
- цепные карамелештампующие машины для формования карамели в форме «шарика», овальной, удлиненно-овальной, плоско-овальной — «кирпичик» и другой фигурной карамели;
- цепные карамелеформующе-закатывающие машины для формования фигурной карамели;
- рольные карамелеформующие машины для той же карамели; ротационные карамелеформующие машины для формования различной фигурной карамели и таблеток;
- монпансейные машины (вальцы) для формования фигурного монпансье и других леденцовых изделий («Апельсиновые дольки», «Горошек», «Минда- лек», фигурки на палочках и др.);
- формующе-заверточные агрегаты ИЗМ-2 и другие для формования и завертки леденцовой карамели и ириса (описание см. в главе VII).
Кроме перечисленных существует еще ряд разновидностей карамелеформующих машин, имеющих меньшее распространение. Наибольшее распространение на кондитерских фабриках имеют цепные карамелережущие и карамелештампующие машины, монпансейные формующие вальцы, формовочно-заверточные агрегаты.
Цепные карамелережущие машины
Машины предназначены для формования карамели с начинкой в форме мелкой «подушечки» (открытые сорта) и удлиненной «подушечки», «лопатки» (под завертку) путем разрезания карамельного жгута на отдельные изделия с помощью сменных карамелережущих цепей.
На фабриках применяется машина ЛРМ (рис. 42), которая в качестве рабочих органов имеет комплект карамелережущих цепей (верхнюю и нижнюю). 
Рис. 42. Цепная карамелережущая машина ЛРМ.
На двух стойках 11 смонтированы две ведущие звездочки 10, на стойке 4 — направляющие ролики 6, по которым движутся формующе-режущие цепи 7. Карамельный жгут, непрерывно подаваемый жгутовытягивателем, заправляется через втулку 5 в зазор между лезвиями ножей верхней и нижней режущих цепей. Цепи постепенно сближаются и лезвиями ножей разрезают карамельный жгут на отдельные карамельки в форме выпуклой «подушечки». При формовании карамели карамелережущими цепями с площадками между ножами, которые при сближении цепей одновременно режут и сжимают жгут, получается карамель в форме удлиненной «подушечки» и «лопатки». Размеры карамели определяются диаметром жгута и расстоянием между ножами (шагом цепи).
Сближение ножей режущих цепей регулируется винтами 8. Они перемещают полозки 9, которые служат направляющими для цепей. Натяжение цепей производится перемещением стойки 4 с помощью рукоятки 2 и винта 3 после предварительного ослабления болтов 13 с последующим их закреплением. Отформованная карамель поступает через лоток 12 на узкий охлаждающий транспортер предварительного охлаждения. Обычно формование такой карамели производится с оставлением тонких перемычек толщиной 1—2 мм, благодаря которым отформованная карамель движется по узкому охлаждающему транспортеру цепочкой.
Привод машины осуществляется от электродвигателя 1 с помощью шестеренных и ременной передач. Шкив 14 предназначен для привода жгутовы- тягивателя.
Недостатками карамелережущих машин являются быстрая изнашиваемость рабочих органов — режущих цепей — при высоких скоростях и ограниченность вырабатываемых на них форм карамели.
| Техническая характеристика карамелережущей машины | |
| Производительность (в зависимости от производительности линии), кг/ч | до 1500 |
| Скорость режущих цепей, м/с | |
| при формовании мелкой подушечки | от 1,2 до 1,8 |
| при формовании плоской подушечки | от 0,3 до 0,37 |
| Мощность электродвигателя, кВт | 1 |
| Частота вращения электродвигателя, об/мин | 1440 |
| Габариты, мм | 860X520X1035 |
| Масса машины, кг | 209 |
Производительность цепных карамелеформующих машин (в кг/ч) определяется по формуле
где ʋ — линейная скорость формующих цепей, м/мин; & — количество штук карамели в 1 кг;
l — шаг формующей цепи, м;
С — коэффициент использования машины.
Сменные карамелережущие цепи являются основными рабочими органами цепных карамелережущих машин и применяются для формования карамели с начинкой формы «подушечка».
Карамелережущие цепи различаются по величине шага, определяющего для данного вида изделий ширину формуемой карамели; цепи бывают без площадок и с площадками.
Карамелережущие цепи РЦ без площадок с шагом 14 и 16 мм (рис. 43, а) применяются для формования мелкой карамели «подушечка». Комплект таких цепей состоит из верхней и нижней цепей. Каждая цепь состоит из наружных звеньев (щечек) 1 у щечек 2 для крепления ножей, ножей 3 и соединительных шпилек 4. В одной из цепей щечки для крепления ножей имеют в верхней части прорези, служащие направлением для ножей при работе обеих цепей.
В процессе эксплуатации цепь необходимо периодически промывать в растворе каустической соды и следить за состоянием режущих кромок ножей; в случае затупления или поломок их следует запиливать или заменять.
Карамелережущие цепи РЦ с площадками с шагом 16 и 18 мм (рис. 43, б) применяются для формования карамели в виде удлиненной «подушечки» типа «Раковая шейка», предназначенной для машинной завертки «в носок».
Особенностью этих цепей является наличие площадок между ножами и утолщенные ножи, имеющие лезвие с резко очерченными гранями и углом заточки примерно 40°, что обеспечивает четкое формование карамели при сравнительно малых скоростях (18—20 м/мин).
Техническая характеристика цепей | |||
| Без площадок | c площадками | ||
| Шаг цепи, мм | 14 16 | 16 | 18 |
| Длина нижней цепи, мм | 1120 1120 | 1120 | 1116 |
| Длина верхней цепи, мм | 1120 1120 | 1120 | 1116 |
| Масса комплекта цепи, кг | 9 8 | 10,6 | 10,3 |
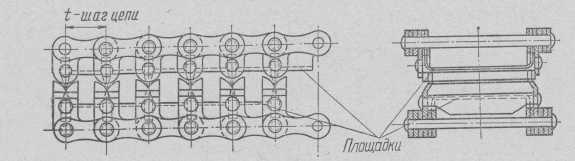

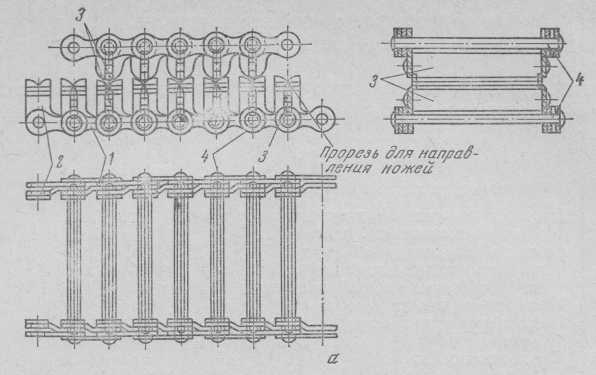
Рис. 43. Карамелережущие цепи РЦ:
а — без площадок; б — с площадками и утолщенными ножами.
Цепные карамелештампующие машины
Эти машины применяются для формования фигурной карамели различных форм и размеров.
В кондитерской промышленности распространен ряд разновидностей цепных линейных карамелештампующих машин, причем принцип устройства и работа всех машин этого типа аналогичны. Рабочими органами у них являются сменные карамелештампующие цепи.
Преимуществами машин этого типа являются их простота и возможность быстрой смены рабочих органов, недостатком — сравнительно быстрая изнашиваемость формующих цепей и вследствие этого искажение формы и размеров карамели.
Цепная карамелештампующая машина Болшевского машиностроительного завода. Машина предназначена для штампования фигурной карамели различной формы и размеров с начинкой или без нее при помощи сменных рабочих органов — карамелештампующих цепей. На рис. 44, а показана кинематическая схема карамелештампующей машины.
Движение от приводного вала 1 с помощью цепной и шестеренных передач 5, 2, 7, 5 и вала 4 передается верхней штампующей цепи через ведущую звездочку 9, нижней цепи — через ведущую звездочку 6. Боковым цепям движение передается через конические колеса 5 и вертикальные валы звездочками 8. От приводного вала 1 получает движение через шестерни 12—11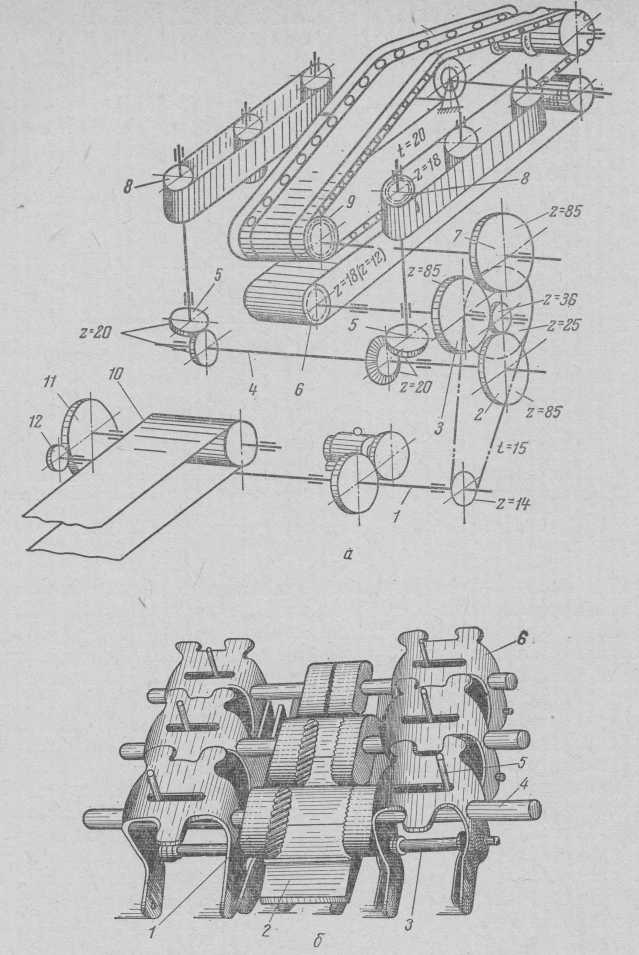
Рис. 44. Цепная карамелештампующая машина Болшевского машиностроительного завода: а — кинематическая схема; б — звенья верхней карамелештампующей цепи.
узкий охлаждающий транспортер 10, отводящий цепочку отформованной карамели к охлаждающему инерционному транспортеру.
Верхняя штампующая цепь (рис. 44, б) состоит из шарнирно соединенных шпильками 3 звеньев 6 и мостиков 2 со свободно скользящими в них пуансонами (штампиками) 1 с хвостовиками 4, штырями 5 и пружинками, смонтированными внутри звеньев. Нижняя цепь состоит из шарнирно соединенных между собой мостиков. Мостики имеют режущие кромки для надрезания карамельного жгута при формовании.
Приближение пуансонов друг к другу в процессе формования карамели производится синхронно движущимися боковыми цепями, звенья которых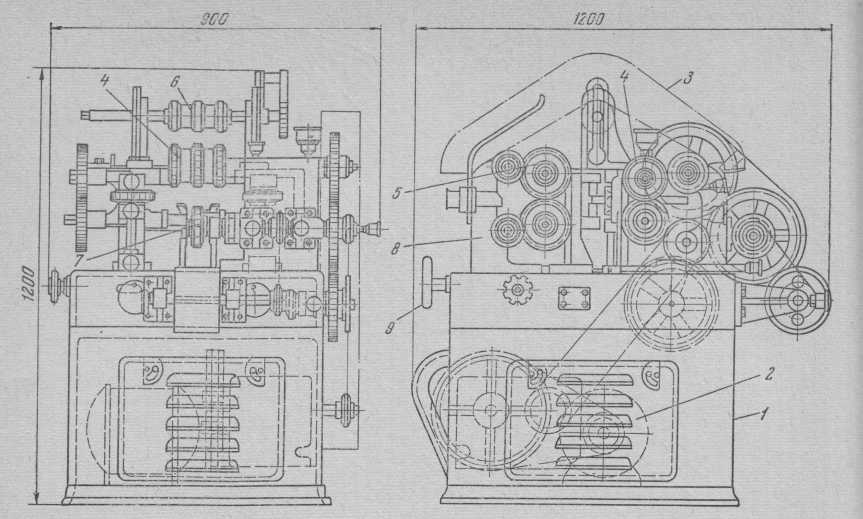
Рис. 45. Цепная карамелештампующая машина Ш-3.
боковой поверхностью надавливают на хвостовики пуансонов; разводятся пуансоны пружинками в звеньях верхней цепи или специальными полозками, по которым скользят штыри 5.
Верхняя и нижняя цепи, приводимые в движение с помощью ведущих звездочек 9 и 6 (см. рис. 44, а), поддерживаются направляющими роликами. Для натяжения цепей в машине предусмотрены натяжные приспособления, приводимые в действие с помощью маховичка. Для прижатия штампующих цепей друг к другу при установке их на тот или иной ассортимент карамели предусмотрены натяжные полозки. Регулировка прижима верхних и нижних полозков производится специальным механизмом.
Карамельный жгут поступает через направляющую трубку, захватывается верхней и нижней формующими цепями, надрезается режущими кромками мостиков верхней и нижней цепей и сжимается формующими пуансонами, придающими карамели определенную форму и рисунок; при этом между отдельными карамельками остаются тонкие перемычки карамельной массы толщиной 1—2 мм, благодаря чему отформованная карамель движется цепочкой.
При выходе цепочки карамели из формующих цепей смонтированные в звеньях верхних цепей пружинки или разводящие полозки раздвигают пуансоны, освобождая цепочку карамели, которая поступает далее на узкий ленточный охлаждающий транспортер.
При смене штампующих цепей в зависимости от формы и размеров карамели изменяют положение боковых цепей для изменения степени сближения пуансонов.
Цепная карамелештампующая машина Ш-3 Барского машиностроительного завода. Машина имеет то же назначение, что и описанная выше. В сравнении с карамелештампующей машиной Болшевского завода машина Ш-3 (рис. 45) имеет ряд преимуществ.
У машины Ш-3 станина 1 закрытого типа; внутри станины смонтированы привод от индивидуального электродвигателя 2 и коробка скоростей. Машина снабжена предохранительным ограждением 3 штампующих цепей с автоблокировкой: при открывании ограждения машина выключается.
Верхняя штампующая цепь устанавливается на ведущие звездочки 4, направляющие ролики 5 и натяжные ролики 6, нижняя цепь — на звездочки 7. Зазор между верхней и нижней штампующими цепями регулируется при помощи полозков эксцентриками с фиксирующим механизмом.
Натяжение верхней и нижней штампующих цепей производится одновременно передвижением стоек 8 направляющих роликов при помощи регулирующего маховичка 9.
Принцип действия этой машины аналогичен описанному выше.
Таблица 12
Техническая характеристика цепных карамелештампующих машин
| Показатели | Болшевского завода | Барского завода |
| Производительность, кг/ч | 900 | 580—830 |
| Скорость штампующих цепей, м/с | 1,3 | 0,7—1,1 |
| Шаг боковых цепей, мм | 20 | 20 |
| Число ступеней скорости | Регулируется вариатором из конусных шкивов | 4 |
| Мощность электродвигателя, кВт | 1,7 | 1,7 |
| Габариты, мм | 1250 | |
| длина | 1030 | |
| ширина | 870 | 900 |
| высота | 1400 | 1200 |
| Масса, кг | 600 | 825 |
Карамелештампующие цепи являются сменными рабочими органами цепных карамелештампующих машин и служат для штампования карамели различных форм и размеров с начинкой или без нее.
Карамелештампующие цепи различаются по величине шага, определяющего длину или диаметр (поперечник) формуемой карамели. По форме штампиков наиболее распространенными являются карамелештампующие цепи с шагом 20, 30 и 38 мм.
Карамелештампующие цепи ШЦ-20 с шагом 20 мм, применяемые для изготовления штампованной карамели в форме шарика диаметром 20 мм, показаны на рис. 46. В комплект цепи входят верхняя и нижняя цепи. Верхняя цепь состоит из шарнирно соединенных звеньев 4 и мостиков 7 со свободно скользящими в них пуансонами (штампиками) 5, имеющими полусферическую формующую часть, шпилек 2 и пружин 3 для разводки пуансонов.
Нижняя цепь состоит из мостиков 7, шарнирно соединенных между собой шпильками. Мостики обеих цепей имеют режущие кромки, которые надрезают карамельный жгут при формовании. Кроме того, они служат направляющими для пуансонов верхней цепи. На соединительных осях обеих цепей поставлены ролики 1 и 6 для предохранения цепи от истирания.
Карамелештампующие цепи ШЦ-30 с шагом 30 мм и ШЦ-38 с шагом 38 мм, предназначенные для изготовления штампованной карамели овальной формы с начинкой или без нее, по устройству аналогичны цепям с шагом 20 мм, но штампики у них имеют формующую часть в виде полуовала с соответствующим рисунком.
Аналогичная цепь с тем же шагом для формования карамели плоскоовальной формы с прямоугольным сечением типа «кирпичик» показана на рис. 44, б. Устройство обеих цепей с шагом 38 мм подобно описанному выше; пуансоны цепи имеют плоскую рифленую поверхность.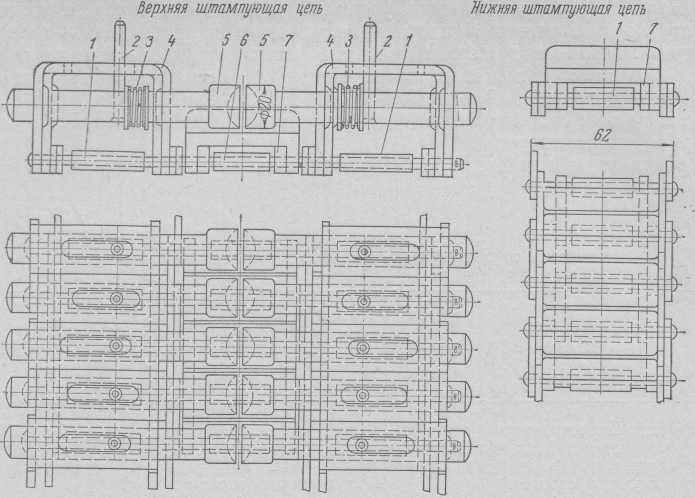
Рис. 46. Комплект карамелештампующих цепей с шагом 20 мм («шарик»).
Таблица 13 Техническая характеристика карамелештампующих цепей
| Марка цепи | Шаг цепи, мм | Длина цепи, мм | Количество мостиков | Масса комплекта, кг | ||
| верхней | нижней | верхней цепи | нижней цепи | |||
| ШЦ-20 | 20 | 1360 | 1680 | 68 | 84 | 41,7 |
| ШЦ-30 | 30 | 1380 | 1680 | 46 | 56 | 44,0 |
| ШЦ-38 | 38 | 1368 | 1672 | 36 | 44 | 37,7 |
Ротационные карамелеформующие машины
Ротационные карамелеформующие машины вследствие малой производительности имеют пока еще ограниченное распространение на наших кондитерских фабриках, хотя качество формования на них более высокое. На некоторых фабриках имеются ротационные карамелеформующие машины А2-ШФК производительностью 700 кг/ч Барского машиностроительного завода, карамелеформующие агрегаты «Мигап 67САА-6» (ПНР), «Супер-Рояль» итальянской фирмы «Карле и Монтанари» и др.
Для формования карамели типа «подушечка», «пластинка» и других применяются ротационные режущие машины. Принципиальная схема такой машины показана на рис. 47. На вращающемся роторе 1 неподвижно закреплены ножи 2. В приливах 12 ротора на осях 11 закреплены откидные ножи 5. С равняльных роликов 3 карамельный жгут проходит по направляющему лотку 4 и попадает на поверхность ротора. При вращении ротора ножи 5 скользят по поверхности неподвижной направляющей 6, подвешенной на подпружиненных держателях 7. Под воздействием этой направляющей ножи поворачиваются и разрезают жгут. Затем под действием направляющей 9 они откидываются в исходное положение, а отформованная цепочка карамели переходит на транспортер 10. Степень прижатия направляющей 6 регулируется при помощи винта 8. Для карамели «пластинка» поверхность ножей гравируется.
Для формования штампованной карамели используются ротационные штампующие машины, изготавливаемые как в СССР, так и за рубежом. На рис. 48 показано схематичное сечение ротора машины ШКР, разработанной ВНИИКПом.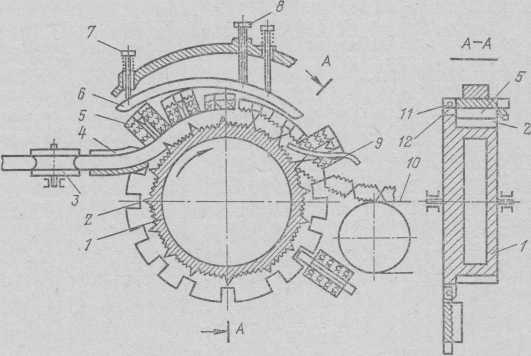
Рис. 47. Схема ротационной карамелережущей машины.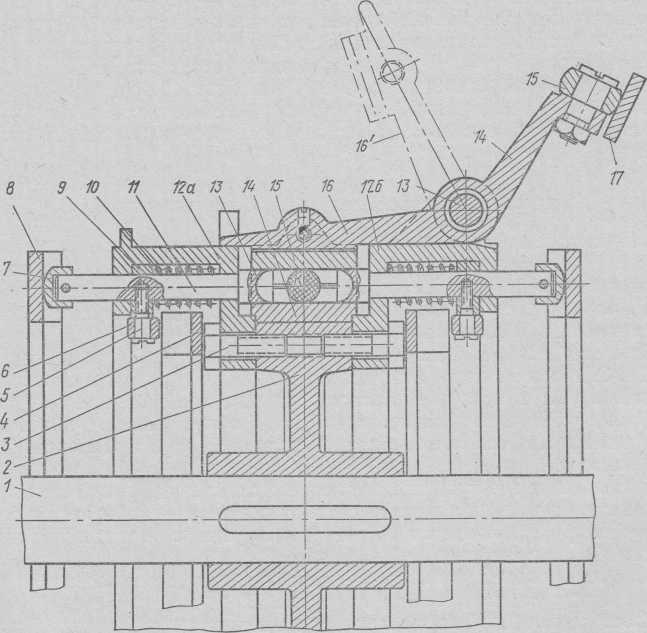
Рис. 48. Ротационная карамелештампующая машина ШКР (схематичное сечение ротора).
Основной диск 2 ротора закреплен на валу 1. На диск надет венец 14 с неподвижными ножами, и при помощи болтов 3 присоединены левее 12а и правое 126 кольца, в которых смонтированы по окружности штоки 11 штампи ков 13. На шток надето кольцо 9, через отверстие которого пропущен палец 5, ввинченный в шток. При вращении ротора ролик 6 штока скользит по неподвижной направляющей 4, а пята 7 штока — по направляющей 8. Под воздействием направляющей 8 штампики 13 сближаются и штампуют карамель /С, а под воздействием пружин 10 и направляющих 4 они раздвигаются. В приливах правого кольца 126 на осях 13 смонтированы откидные поворотные рычаги 16, к которым прикреплены ножи 15. Рычаги имеют хвостовики 14, на конце которых установлены свободно вращающиеся ролики 15, катящиеся по неподвижным направляющим 17. При повороте рычаги 16 занимают положение 16′. Во время вращения ротора откидные ножи 15 сближаются с ножами ротора 14, разрезают жгут К на отдельные карамельки, а штампики 13 сближаются и подпрессовывают боковые поверхности карамелек, придавая им необходимые форму и рельеф.
Иностранные фирмы поставляют ротационные машины в комплекте с начинконаполнителями, карамелеобкаточными машинами и охлаждающими транспортерами.
Производительность ротационной карамелеформующей машины (в кг/ч) определяется по формуле

где z — число откидных ножей на роторе;
n — частота вращения ротора, об/мин;
k — количество штук изделий в 1 кг.
Производительность этих машин невысокая — 125 — 300 кг/ч. Это объясняется тем, что жгут не охватывает полностью ротор и путь, проходимый жгутом во время формования, невелик. Поэтому ротор вращается с небольшой скоростью. При быстром же вращении ротора скорость формования карамели будет нежелательно высокой, при которой трудно получить изделия требуемого качества. Кроме того, при большой скорости ротора резко возрастают центробежные силы откидных ножей и нагрузки на их шарниры.
Валковая монпансейная формующая машина МВС
Машина предназначена для формования леденцовой карамели типа монпансье из пласта карамельной массы. К этой машине могут устанавливаться сменные формующие валки для различных сортов леденцовых изделий, в том числе «Смесь», «Миндалек», «Горошек», «Лимонные и апельсиновые корочки», «Апельсиновые дольки» и др.
Машина МВС (рис. 49) состоит из стального корпуса 1 и формующих валков 2 и 3, на поверхности которых выгравированы формочки с различными рисунками. На концах шеек валков насажены шестерни 4 и 5. В средней части корпуса смонтирован приводной вал 6 с шестернями. В нижней части корпуса машины расположен электродвигатель 7, на валу которого закреплена шестерня.
Движение от электродвигателя передается через пару шестерен приводному валу, а затем с помощью системы шестерен — формующим валкам. Зазор между формующими валками регулируется с помощью прижимов и винтов 8 с рукоятками 9.
Во время работы машины предусматривается воздушное охлаждение валков воздухом, подаваемым по трубе 12.
Пласт карамельной массы подается на направляющий лоток 10 и поступает под валки. Отформованный пласт, выходя из-под валков на приемный лоток 11, поступает на охлаждающий транспортер, где охлаждается и раз-
бивается на отдельные леденцы (монпансье). Затем производят смешивание охлажденного монпансье различных цветов и фасовку в жестяные баночки или торговую тару (в последнем случае с предварительной обсыпкой сахаром).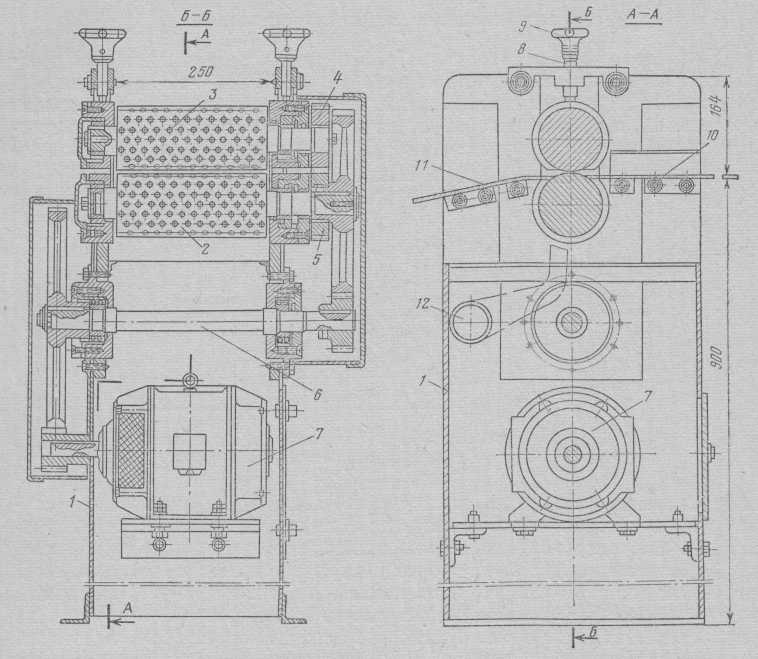
Рис. 49. Валковая монпансейная машина МВС.
Техническая характеристика монпансейной формующей машины МВС
| Производительность, кг/ч | до 650 |
| Частота вращения валков, об/мин | 50 |
| Мощность электродвигателя, кВт | 1,0 |
| Габариты, мм | 650x500x1137 |
| Масса, кг | 251 |
Расчет производительности машины проводится по формуле (П-12), в которой г — будет количеством ячеек на поверхности формующего валка.
Останні коментарі