Формование тестовых заготовок.
Тесто в зависимости от его структуры и консистенции формуют на различных машинах. Тесто для сахарного и некоторых видов сдобного печенья формуют на ротационных машинах. Для этой цели можно использовать и штамп-машины тяжелого типа, на которых возможно получение на поверхности тестовых заготовок рельефного рисунка и рельефной надписи. Однако в связи со сложностью конструкции они почти повсеместно вытеснены ротационными машинами. Последние имеют ряд преимуществ: высокую производительность, сравнительно простую конструкцию, простоту обслуживания и отсутствие обрезков теста. Кроме того, ротационные машины занимают сравнительно мало места и при их работе отсутствуют ударные (динамические) нагрузки. Однако следует учитывать, что при использовании этих машин к тесту предъявляют ряд специальных требований, важнейшее из которых — узкий диапазон влажности и температуры.
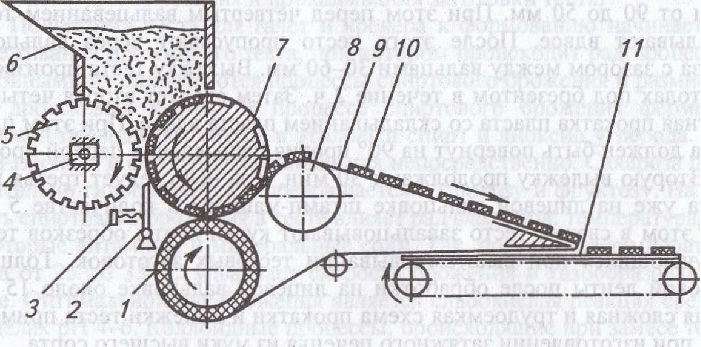
На рис. представлена схема ротационной машины. Тесто из загрузочной воронки б захватывается рифленым валком 5 и формующим ротором 7, вращающимися один навстречу другому. На поверхности формующего ротора 7 имеются выгравированные углубления, выполненные по форме печенья; дно этих углублений залито оловом и имеет рисунок. Оно может быть выполнено из пластмассы со штампованным рисунком. Зазор между рифленым и формующим роторами можно регулировать в зависимости от сорта печенья и свойств теста. Для этого подшипник 4 рифленого валка 5 способен перемещаться в горизонтальной плоскости. Это дает возможность регулировать величину давления вдавливания теста в выгравированные формы ротора 7. Одним из основных рабочих органов машины является нож 2, расположенный в щели между рифленым валком 5 и формующим ротором 7. Нож 2 прижимается к поверхности ротора при помощи регулирующего винта 3. Нож 2 очищает поверхность формующего ротора от теста таким образом, что оно остается только в выгравированных на его поверхности углублениях-формах. От правильного положения ножа в значительной степени зависит качество формования. Нож должен плотно прилегать к стенке ротора. В противном случае не произойдет полной очистки его поверхности от теста. На кромке ножа не должно быть зазубрин и остатков теста. Выемка отформованных заготовок из форм производится с помощью транспортерной ленты Р, которая прижимается к формующему ротору с помощью ведущего барабана / и направляющего ролика 8. При этом отформованные заготовки 10 извлекаются из форм, попадают на транспортную ленту 9 и подаются на выпечку транспортером 11.
Для выработки печенья различной формы машина комплектуется несколькими роторами, на поверхности каждого из которых выгравированы различные комплекты рисунков. Для смены ассортимента ротор заменяют. Производительность машины 700-1000 кг/ч.
На ротационных машинах может быть отформовано тесто для некоторых видов сдобного печенья, в частности для песочно-выемного.
Некоторые сорта сахарного и сдобного печенья формуют на тес- товыжимных машинах типа ФАК-1 и ФПЛ. Толщина тестовых заготовок сахарного печенья, отформованных на таких машинах 8-9 мм.
Тесто для затяжного печенья перед формованием подвергают многократной прокатке. Эта операция вызвана тем, что в процессе замеса тесто подвергается сильному механическому воздействию, в результате чего в нем возникают внутренние напряжения, которые вызывают впоследствии деформацию тестовых заготовок.
Прокатка способствует увеличению пластичности теста. При ней также происходит равномерное распределение воздуха, захватываемого тестом в процессе перемешивания. При прокатке избыток воздуха удаляется, и тесто приобретает мелкопористую структуру. Многократная прокатка и складывание пласта способствуют получению слоистого теста, что придает характерную структуру затяжному печенью: увеличивается его хрупкость и намокаемость, т. е. улучшается качество. Характерный глянец, появляющийся на поверхности изделия, в значительной степени является следствием многократной прокатки. Тесто для затяжного печенья в процессе многократной прокатки подвергают вылеживанию. При этом улучшаются свойства затяжного теста; оно лучше прокатывается, и тестовые заготовки после штамповки хорошо сохраняют форму, а выпеченные изделия имеют приятный внешний вид и равномерную пористость на изломе.
При обработке теста для затяжного печенья прокатку и вылежку чередуют в определенном порядке. Сначала тесто прокатывают на подготовительной вальцовке 5 раз, постепенно уменьшая зазор между валками от 90 до 50 мм. При этом перед четвертым вальцеванием тесто складывают вдвое. После этого тесто пропускают через вальцовку 2 раза с зазором между вальцами 30-60 мм. Вылежку теста производят на столах под брезентом в течение 2 ч. Затем следует вторая четырехкратная прокатка пласта со складыванием пласта вдвое. При этом пласт теста должен быть повернут на 90° против направления первой прокатки. Вторую вылежку продолжают 30 мин, и за ней следует третья прокатка уже на лицевой вальцовке штамп-машины в количестве 5 раз. При этом в свежее тесто завальцовывают куски ленты обрезков теста, получающихся при выштамповывании тестовых заготовок. Толщина тестовой ленты после обработки на лицевой вальцовке около 15 мм. Такая сложная и трудоемкая схема прокатки и вылежки теста применяется при изготовлении затяжного печенья из муки высшего сорта.
Со снижением сортности муки количество прокаток и продолжительность вылежки сокращаются. Так, при выработке затяжного печенья из муки первого сорта прокатку производят всего 8 раз, а вылежка сокращается до 1 ч. Соответственно, при выработке печенья из муки второго сорта тесто прокатывают всего только 7 раз, а продолжительность вылежки 30 мин. Количество прокаток теста и продолжительность его вылежки могут быть сокращены, если тесто обрабатывать при температуре 38-40° С, т. е. при температуре замеса. Для этого валки оборудуют подогревом. Обработанное таким образом тесто подают на штамповально-режущий агрегат.
Этот агрегат выполняет следующие операции: получение тестовой ленты толщиной 4-5 мм при помощи двух пар вальцов, которые называют шлифующими; вырубку заготовок теста при помощи штампующего механизма; возврат специальным транспортером обрезков; подачу отформованных заготовок теста на выпечку.
Штампующий механизм состоит из ряда матриц, имеющих форму стакана с заостренными кромками. Внутри матриц имеются пуансоны, через отверстия которых проходят трафареты с надписью, выполненные в виде режущих кромок, и шпильки, прокалывающие заготовки. Число необходимых проколов тестовой заготовки шпильками зависит от вида теста: для галетного – три прокола на 1 см поверхности, для затяжного – один, а для крекерного достаточно одного прокола на 2 см2 поверхности заготовки. Проколы способствуют выходу водяных паров из тестовой заготовки при выпечке, это препятствует образованию вздутий (пузырей) на поверхности выпеченного изделия.
В кондитерском производстве используют агрегаты, на которых для вырубки тестовых заготовок для затяжного печенья применяют роторный способ формования. При этом вырубка заготовок производится вращающимся ротором из предварительно прокатанной ленты. Формующий ротор имеет диаметр около 80 мм. На нем укреплены режущие матрицы. В корпусе каждой матрицы находятся трафареты с ножами и шпильками для вырезания и прокалывания заготовки теста.
Подготовка теста для галет и крекера к формованию начинается с вылеживания дрожжевого теста, при котором происходит рад процессов. Основными из них являются процессы спиртового брожения и размножения дрожжевых клеток. В процессе спиртового брожения ферменты дрожжей превращают сахара в этиловый спирт и диоксид углерода. При этом глюкоза и фруктоза сбраживаются непосредственно. Сахароза предварительно гидролизуется и превращается в глюкозу и фруктозу. На скорость спиртового брожения в тесте влияет рад факторов: температура, рН, некоторые витамины и минеральные соли. Так, повышение температуры теста от 25 до 35° С удваивает скорость брожения и газообразования в тесте. Оптимальной для брожения является слабокислая реакция среды в пределах рН 4-6. Коллоидные процессы, происходящие при замесе теста, не завершаются к моменту окончания его, а продолжаются при вылеживании теста: интенсивно развивается процесс набухания белков теста. При вылеживании происходит увеличение объема теста, вызываемое разрыхлением его пузырьками диоксида углерода, накапливающегося в результате спиртового брожения. Температура теста при вылеживании обычно повышается на 2-3° С. Продолжительность вылежки 1 ч.
Тесто для галет и крекера после вылеживания подвергают прокатке. Прокатку осуществляют на подготовительной вальцовке. Тесто кусками массой 30-40 кг пропускают между валками с зазором 35 мм и вторично — с зазором 25 мм. Перед третьей прокаткой вводят обрезки, поступающие с транспортера штамп-машины, и прокатывают с зазором между валками 30-35 мм. Затем складывают пласт теста вдвое, поворачивают на угол 90° и прокатывают в четвертый раз с тем же зазором. Пятую прокатку производят с зазором 25 мм. Тесто складывают вдвое, поворачивают на угол 90° и прокатывают с тем же зазором. Последнее вальцевание производят с зазором между валками 13—15 мм. После этого тесто пропускают через шлифующие валки с зазором 7 мм, а затем с зазором 2,5-4,5 мм. Для крекера с жировой прослойкой перед четвертой и шестой прокатками пласт теста подпыливают смесью из муки и жира, предварительно хорошо перемешанной и протертой через сито.
В производстве затяжного печенья, галет и крекера при подготовке теста к формованию используют специальный агрегат, называемый ламинатором. Тестовальцующая машина-ламинатор (рис. 1) позволяет непрерывно прокатывать ленту теста с жировой прослойкой и без нее. Эта машина состоит из нескольких пар гладких или рифленых валков и системы транспортеров, смонтированных на общей станине, снабженной регулировочными устройствами и контрольно-измерительными приборами.
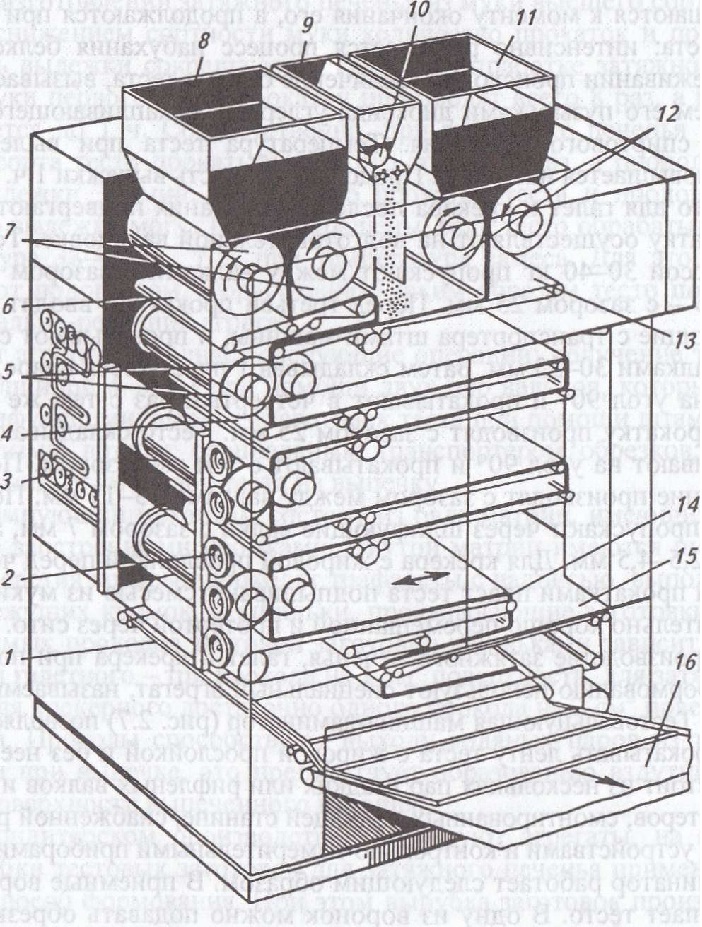
Ламинатор работает следующим образом. В приемные воронки 8 и 11 поступает тесто. В одну из воронок можно подавать обрезки ленты теста после штампования из нее заготовок. Дном обеих воронок служат валки 7 и 72, которые осуществляют предварительное вальцевание двух лент теста, поступающих на горизонтальные транспортеры б и 13. В приемную воронку 9 поступает, если предусмотрено рецептурой, жировая или другая смесь, которая дозируется рифленым валком 10 на ленту теста, поступающего из-под валков 72, и покрывается сверху лентой теста, поступающей из-под валков 7. Таким образом, на вальцевание в зазор между валками 5 поступает прослоенная лента теста. После первого вальцевания лента поступает на транспортер 4, где происходит вылеживание теста. Операцию вальцевания и вылеживания выполняют трижды. Затем производят операцию многократного слоения полученной ленты. Правый барабан транспортера 75 и левый барабан транспортера 14 совершают возвратно-поступательное движение (показано стрелкой), вследствие чего лента теста укладывается слоями на транспортер 7, расположенный под прямым углом к транспортерам 14 и 15.
Многослойная лента теста, полученная в ламинаторе, поступает на транспортер 16, а затем на вальцовые машины штамповально-режущего агрегата.
Включение, остановку и регулирование работы машины (частота вращения валков, скорость движения конвейеров и т. д.) осуществляют на пульте управления 3, а зазор между валками регулируют штурвалом 2.
Формование теста для сдобного печенья производят по-разному – в зависимости от вида печенья. Песочно-выемное формуют на ротационных машинах так же, как и тесто для сахарного печенья. Поверхность некоторых видов печенья покрывают яичной смазкой (смесь меланжа и жженки), а иногда меланжем и посыпают жареным дробленым ядром ореха или миндаля.
Формование теста для песочно-отсадного и белково-сбивного печенья производят на машинах ФАК. Тесто для замеса поступает в воронку машины, откуда двумя рифлеными валками, находящимися под воронкой и вращающимися один навстречу другому, захватывается и нагнетается через мундштуки различного профиля. Тесто определенного очертания отрывается от мундштуков подвижным столом в момент соприкосновения теста со столом.
Формование теста для сдобного печенья типа «сухарики» производят различными способами. Например, тесто для печенья типа «Московские хлебцы» формуют через шприцевальный мешок. Мешок заполняют гостом и отсаживают в формы, застланные бумагой. Поверхность теста разравнивают, формы с тестом ставят на листы и направляют в печь для н м печки. Формование теста для сдобного печенья типа «Ореховое» производят отсаживанием из шприцевального мешка на листы, застланные бумагой. После этого выстаивают его в помещении цеха 6-8 ч до обра- ювания на поверхности корочки. Некоторые разновидности печенья посыпают сахаром-песком и украшают миндалем и цукатом.
Останні коментарі